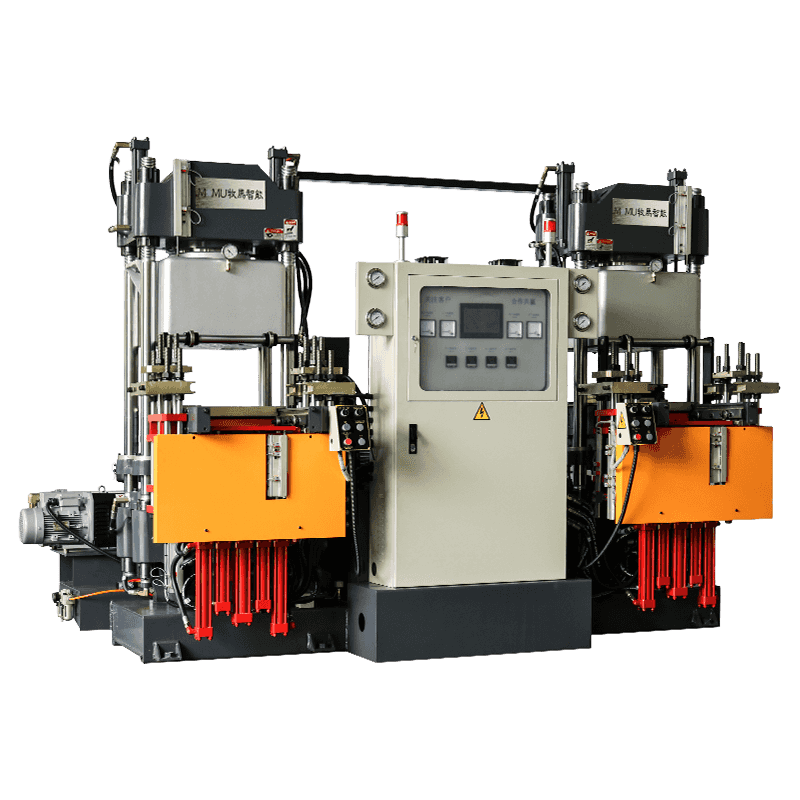
Was ist eine Vakuum-Gummivulkanisiermaschine und wie funktioniert sie?
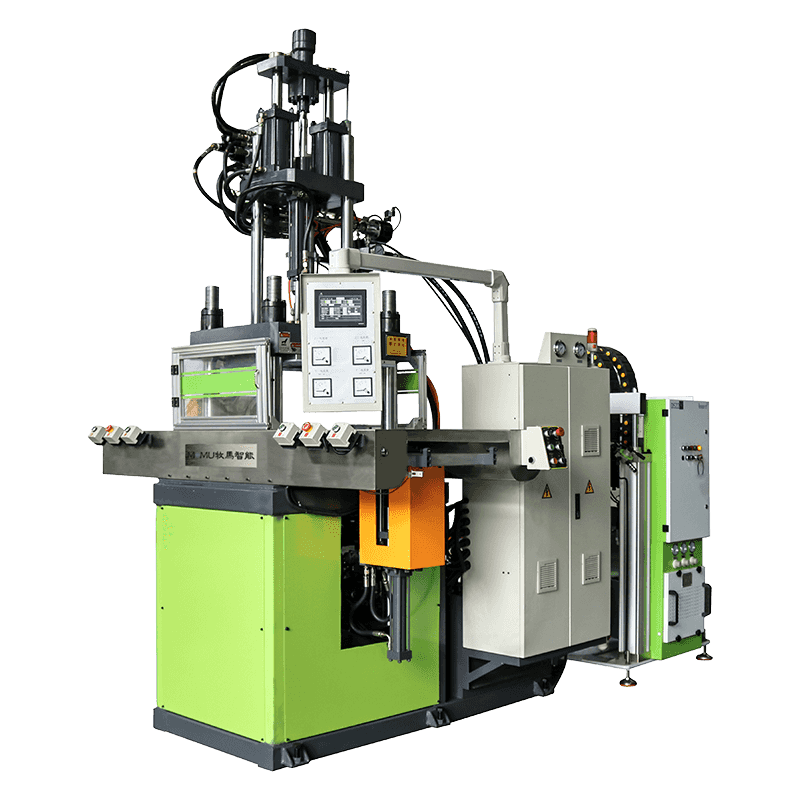
Eine Vakuum-Gummivulkanisiermaschine ist ein spezielles Industriegerät, das zum Aushärten von Gummimischungen unter kontrollierter Hitze und Druck in einer Vakuumumgebung verwendet wird. Vulkanisation ist der chemische Prozess, der rohen oder zusammengesetzten Gummi von einem weichen, biegsamen Zustand in ein haltbares, elastisches und hitzebeständiges Material umwandelt, indem er Vernetzungen zwischen Polymerketten bildet – typischerweise durch Härtungsmittel auf Schwefel- oder Peroxidbasis. Die Vakuumkomponente unterscheidet diese Maschine von herkömmlichen Pressvulkanisatoren. Durch die Evakuierung der Luft aus dem Formhohlraum vor und während des Aushärtungszyklus beseitigt die Maschine eingeschlossene Lufteinschlüsse und Gase, die sonst zu Porosität, Hohlräumen oder Oberflächenfehlern im fertigen Gummiprodukt führen würden.
Die Maschine durchläuft eine Reihe automatisierter Schritte: Formbeladung, Vakuumevakuierung, Druckanwendung, Wärmehärtung und Formfreigabe. Die Erwärmung erfolgt typischerweise durch elektrische Heizplatten oder dampfbeheizte Platten, die die Wärme gleichmäßig in die Gummimischung übertragen. Eine Vakuumpumpe, die an die abgedichtete Formkammer angeschlossen ist, senkt den Innendruck – üblicherweise auf -0,08 MPa bis -0,1 MPa –, bevor die Presse schließt und eine Schließkraft ausübt. Diese Kombination aus Vakuum, Wärme und mechanischem Druck stellt sicher, dass komplexe Formgeometrien vollständig gefüllt werden und das ausgehärtete Teil den Maß- und Oberflächenqualitätsvorgaben entspricht.

Branchen und Anwendungen, die auf Vakuumvulkanisierung angewiesen sind
Vakuum-Gummivulkanisiermaschinen werden in einer Vielzahl von Branchen eingesetzt, in denen die Qualität und Konsistenz der Gummiteile nicht verhandelbar sind. Der Automobilsektor ist einer der größten Anwender und verlässt sich auf diese Maschinen zur Herstellung von Dichtungen, Dichtungen, O-Ringen, Schwingungsdämpfern und Fluidhandhabungskomponenten, die unter anspruchsvollen thermischen und mechanischen Bedingungen zuverlässig funktionieren müssen. In der Luft- und Raumfahrtindustrie wird die Vakuumvulkanisierung für Präzisionsgummikomponenten eingesetzt, bei denen selbst mikroskopisch kleine Hohlräume die Integrität kritischer Dichtungssysteme beeinträchtigen könnten.
Die Medizingeräteindustrie verwendet Vakuumvulkanisationsmaschinen zur Herstellung von Silikon- und Spezialkautschukteilen, die strenge Biokompatibilitäts- und Maßtoleranzstandards erfüllen müssen. Elektronikhersteller nutzen sie zur Herstellung von Isolierbauteilen und Schwingungsisolationslagern. Die Schuhindustrie wendet die Technologie zur Sohlenverklebung und für geformte Gummikomponenten an. In jedem Fall ist die Vakuumumgebung von entscheidender Bedeutung, um die Oberflächengüte, die innere Dichte und die mechanische Leistung zu erreichen, die durch die Standard-Pressvulkanisierung nicht zuverlässig erreicht werden können.
Wichtige Prozessparameter und wie man sie steuert
Die Herstellung konsistenter, fehlerfreier vulkanisierter Gummiteile erfordert die präzise Verwaltung mehrerer voneinander abhängiger Prozessparameter. Für den effektiven Betrieb einer Vakuumvulkanisiermaschine ist es von grundlegender Bedeutung, zu verstehen, was die einzelnen Parameter bewirken und wie sich Abweichungen auf die Leistung auswirken.
Vulkanisationstemperatur
Die Temperatur ist der Haupttreiber der Vulkanisationsreaktion. Die meisten Gummimischungen härten im Bereich von 150 °C bis 200 °C aus, wobei die spezifische optimale Temperatur von der Mischungsformulierung und dem verwendeten Härtungssystem abhängt. Eine zu niedrige Temperatur führt zu einer unzureichenden Aushärtung – der Gummi wird weich und schwach und kann klebrig oder unvollständig vernetzt sein. Eine zu hohe Temperatur führt zu einer Überhärtung oder Reversion, wobei das Polymernetzwerk abgebaut wird und der Gummi an Festigkeit und Elastizität verliert. Ebenso wichtig ist die Gleichmäßigkeit der Plattentemperatur über die gesamte Formoberfläche. Temperaturgradienten von mehr als fünf bis zehn Grad Celsius entlang der Form können zu ungleichmäßiger Aushärtung und unterschiedlichem Schrumpfen führen.
Aushärtezeit
Die Aushärtezeit wird durch die Rheologiedaten der Verbindung bestimmt – insbesondere durch den T90-Wert aus einem Moving-Die-Rheometer-Test (MDR), der die Zeit angibt, die erforderlich ist, um neunzig Prozent des maximalen Drehmoments (Vernetzungsdichte) bei der Zieltemperatur zu erreichen. Die Aushärtezeiten liegen typischerweise zwischen zwei und dreißig Minuten, abhängig von der Art der Mischung, der Dicke des Teils und der Temperatur. Bei dicken Abschnitten muss zusätzliche Zeit eingeplant werden, damit die Wärme bis zum Kern vordringen kann. Eine zu kurze Aushärtezeit ist eine der häufigsten Ursachen für Ausfälle bei Gummiprodukten im Feldeinsatz.
Vakuumniveau und Timing
Das Vakuum muss das Zielniveau erreichen, bevor die Presse schließt und die Aushärtung beginnt. Die meisten Operationen zielen auf ein Vakuumniveau von -0,095 MPa bis -0,1 MPa ab. Die Evakuierungszeit – typischerweise fünfzehn bis sechzig Sekunden – muss ausreichen, um die Luft sowohl aus dem Formhohlraum als auch aus allen Entlüftungskanälen vollständig zu entfernen. Wenn der Vakuumpumpenzyklus zu kurz ist, wird die Restluft beim Schließen der Presse eher komprimiert als entfernt, was zu Hohlräumen unter der Oberfläche führt. Um eine gleichbleibende Evakuierungsqualität aufrechtzuerhalten, ist es wichtig, die Pumpenleistung regelmäßig zu testen und die Vakuumleitungen und Formdichtungen auf Undichtigkeiten zu prüfen.
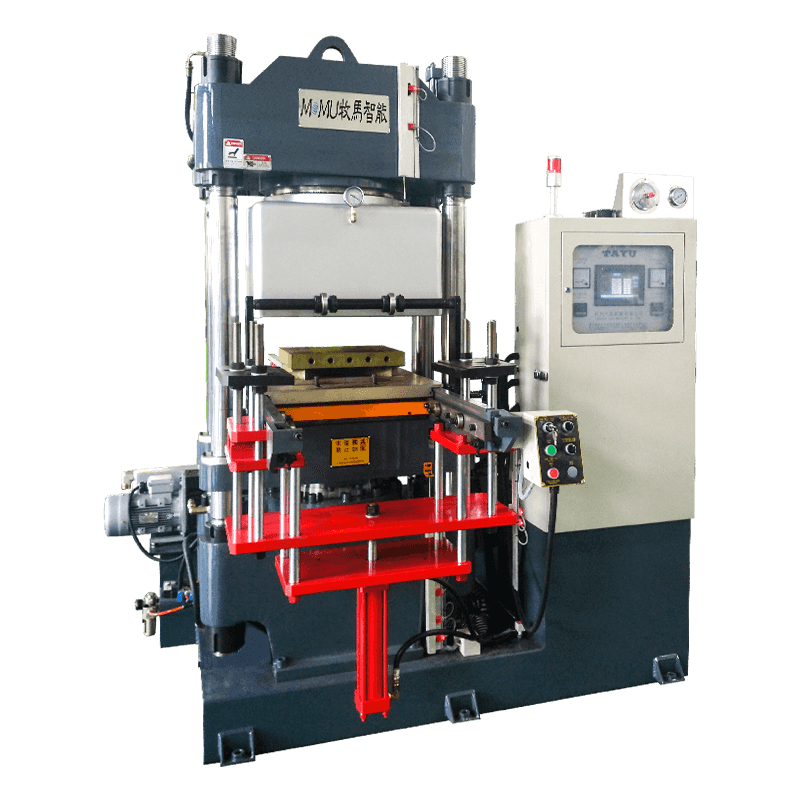
Spanndruck
Der Klemmdruck hält die Formhälften während der Vulkanisation dicht und komprimiert die Gummimischung, um die Hohlraumgeometrie vollständig auszufüllen. Ein unzureichender Klemmdruck führt zur Bildung von Graten an der Trennfuge und kann zu unzureichend gefüllten Abschnitten führen. Übermäßiger Druck kann die Formen beschädigen oder dazu führen, dass die Masse aus der Kavität herausgedrückt wird, bevor es zur Gelierung kommt. Typische Spanndrücke für die Gummivulkanisierung liegen je nach Viskosität der Mischung und Teilegeometrie zwischen 10 und 25 MPa.
Häufige Defekte und wie man sie diagnostiziert
Auch bei gut kalibrierten Maschinen können Defekte an vulkanisierten Gummiteilen auftreten. Durch die schnelle Identifizierung der Grundursache werden Ausschuss und Produktionsausfälle minimiert. Die folgende Tabelle fasst die am häufigsten auftretenden Mängel und ihre wahrscheinlichen Ursachen zusammen:
| Defekt | Wahrscheinliche Ursache | Korrekturmaßnahme |
| Porosität / interne Hohlräume | Unzureichendes Vakuum oder Evakuierungszeit | Pumpenleistung prüfen; Evakuierungszeit verlängern |
| Blasenbildung an der Oberfläche | Feuchtigkeit in Masse oder Schimmel | Masse vortrocknen; Form reinigen und vorheizen |
| Unteraushärtung (Weichteile) | Niedrige Temperatur oder unzureichende Aushärtezeit | Überprüfen Sie die Kalibrierung der Plattentemperatur. Aushärtezeit verlängern |
| Übermäßiger Blitz | Niedriger Spanndruck oder verschlissene Formtrennlinie | Erhöhung der Presstonnage; Schimmel prüfen und sanieren |
| Kurzer Schuss / Unbefüllte Bereiche | Unzureichendes Gesamtladungsgewicht | Ladungsgewicht neu berechnen; Compound-Vorformling anpassen |
| Dimensionsvariation | Inkonsistente Temperatur oder Klemmkraft | Sensoren kalibrieren; Führen Sie eine regelmäßige Wartung der Druckmaschine durch |
So wählen Sie die richtige Vakuum-Gummivulkanisiermaschine aus
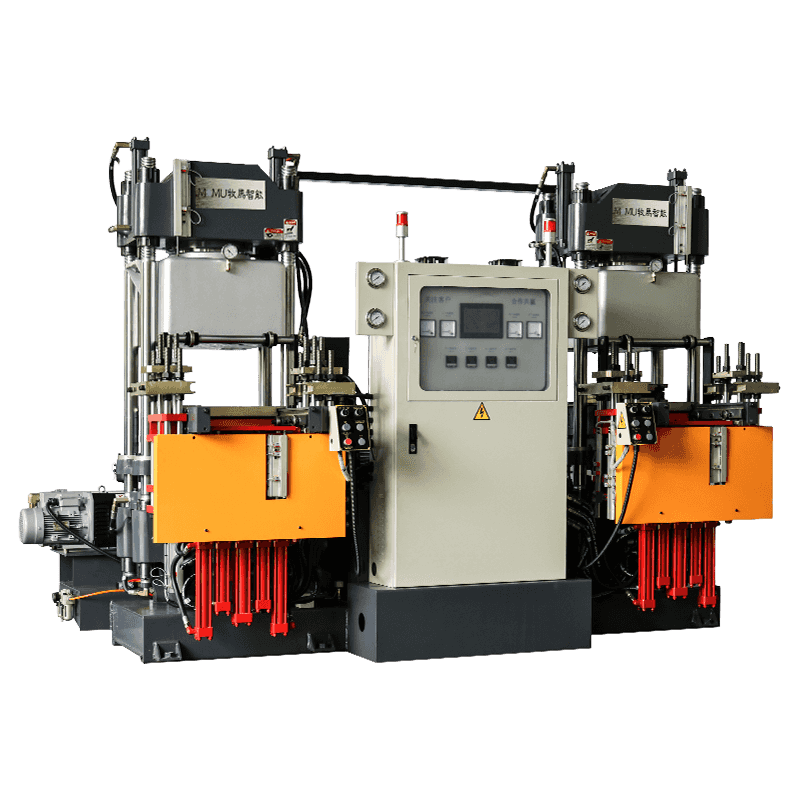
Um die richtige Maschine auszuwählen, müssen die Gerätespezifikationen an die Anforderungen Ihrer spezifischen Produktionsanwendung angepasst werden. Zu den wichtigsten Bewertungskriterien zählen die Plattengröße, die Presskraft, die Kapazität des Vakuumsystems, der Temperaturbereich und die Ausgereiftheit des Steuerungssystems.
- Die Plattengröße muss für die größte Form geeignet sein, die Sie verwenden möchten, und ausreichend Spielraum haben, um eine gleichmäßige Temperaturverteilung aufrechtzuerhalten. Die Standardplattengrößen reichen von 200 mm × 200 mm für die Kleinteileproduktion bis zu 1000 mm × 1000 mm oder größer für industrielle Anwendungen.
- Die Presskraft muss auf die projizierte Fläche Ihrer Form und die Viskosität Ihrer Gummimischung abgestimmt sein. Als allgemeine Richtlinie gilt: Berechnen Sie die erforderliche Kraft, indem Sie die projizierte Fläche des Formhohlraums mit dem angestrebten Schließdruck multiplizieren und dann eine Sicherheitsmarge von mindestens zwanzig Prozent hinzufügen.
- Die Kapazität der Vakuumpumpe – gemessen in Litern pro Minute – sollte ausreichen, um die Formkammer innerhalb von fünfzehn bis dreißig Sekunden auf das Zielvakuumniveau zu evakuieren. Größere Formvolumina erfordern Pumpen mit höherer Kapazität, um längere Zykluszeiten zu vermeiden.
- Die Temperaturbereichs- und Gleichmäßigkeitsspezifikationen sollten anhand der Aushärtungsanforderungen Ihrer Verbindung überprüft werden. Die meisten Allzweckmaschinen arbeiten bei bis zu 200 °C, während Spezialmaschinen für Hochtemperatur-Silikon- oder Fluorelastomerverbindungen möglicherweise 250 °C oder mehr erfordern.
- Die Leistungsfähigkeit des Steuerungssystems bestimmt, wie viel Prozessflexibilität und Datenprotokollierung Sie erreichen können. Programmierbare Logiksteuerungen (SPS) mit Touchscreen-Schnittstellen ermöglichen mehrstufige Aushärtungsprofile, automatisierte Vakuumsequenzierung und Speicherung von Produktionsaufzeichnungen – allesamt wertvoll für das Qualitätsmanagement und die Prozesswiederholbarkeit.
Routinemäßige Wartungspraktiken, die die Maschinenleistung schützen
Eine Vakuum-Gummivulkanisiermaschine stellt eine erhebliche Kapitalinvestition dar, und eine konsequente Wartung ist unerlässlich, um diese Investition zu schützen und gleichzeitig die Produktionszuverlässigkeit sicherzustellen. Das Vakuumsystem erfordert die meiste Aufmerksamkeit – das Vakuumpumpenöl sollte gemäß dem Zeitplan des Herstellers überprüft und gewechselt werden, normalerweise alle drei bis sechs Monate unter kontinuierlichen Produktionsbedingungen. Vakuumleitungsanschlüsse, Dichtungen und Formdichtungen sollten wöchentlich auf Verschleiß oder Undichtigkeiten überprüft werden, da selbst kleine Lecks die Evakuierungsleistung erheblich beeinträchtigen.
Plattentemperatursensoren und Druckwandler sollten vierteljährlich mit zertifizierten Referenzinstrumenten kalibriert werden, um sicherzustellen, dass die angezeigten Werte der Maschine die tatsächlichen Prozessbedingungen widerspiegeln. Der Hydraulikflüssigkeitsstand und der Filterzustand sollten monatlich überwacht werden. Die Formoberflächen sollten nach jedem Produktionslauf gereinigt werden, um die Ansammlung von Gummirückständen zu verhindern, die zu Anhaftungen, Oberflächenfehlern an nachfolgenden Teilen und beschleunigtem Formverschleiß führen können. Das Führen eines detaillierten Wartungsprotokolls – das Aufzeichnen aller Inspektionen, Flüssigkeitswechsel, Kalibrierungen und Fehlerereignisse – liefert die historischen Daten, die zur Identifizierung aufkommender Probleme erforderlich sind, bevor sie zu ungeplanten Ausfallzeiten führen.
Maximierung der Ausgabequalität und Produktionseffizienz
Über die Maschinenauswahl und -wartung hinaus geht es um die Erzielung einer konstant hohen Ausgabequalität von a Vakuum-Gummivulkanisiermaschine hängt von der Prozessdisziplin ab. Durch die Standardisierung der Compound-Vorbereitung – einschließlich konsistenter Vorformlingsgewichte, -form und -platzierung in der Form – wird eine der häufigsten Ursachen für Abweichungen von Teil zu Teil beseitigt. Der richtige und konsequente Einsatz von Trennmitteln verhindert ein Anhaften, ohne die Gummioberfläche zu verunreinigen oder die Haftung bei Verbundteilen zu beeinträchtigen. Durch die Erstellung dokumentierter Aushärtungsrezepte für jedes Produkt und die Sperrung dieser Rezepte im Steuerungssystem der Maschine werden versehentliche Parameteränderungen vermieden, die zu einer fehlerhaften Produktion führen.
Methoden der statistischen Prozesskontrolle (SPC), die auf wichtige Ausgangsmessungen angewendet werden – Teilegewicht, kritische Abmessungen und Härte – liefern eine Frühwarnung, wenn Prozessabweichungen auftreten, und ermöglichen Korrekturmaßnahmen, bevor große Mengen Ausschuss anfallen. Bei hochvolumigen Vorgängen ermöglicht die Integration der Datenausgabe der Maschine in ein Manufacturing Execution System (MES) eine Produktionsüberwachung und Rückverfolgbarkeit in Echtzeit, die von Kunden aus der Automobil- und Medizinbranche zunehmend als Teil ihrer Lieferantenqualitätsanforderungen gefordert wird. Die Vulkanisiermaschine als Präzisionsinstrument und nicht als Massenpresse zu betrachten, ist die Denkweise, die dauerhaft leistungsstarke Gummibetriebe von solchen unterscheidet, die mit chronischen Qualitäts- und Ertragsproblemen zu kämpfen haben.