Was ist eine LSR-Spritzgießmaschine?
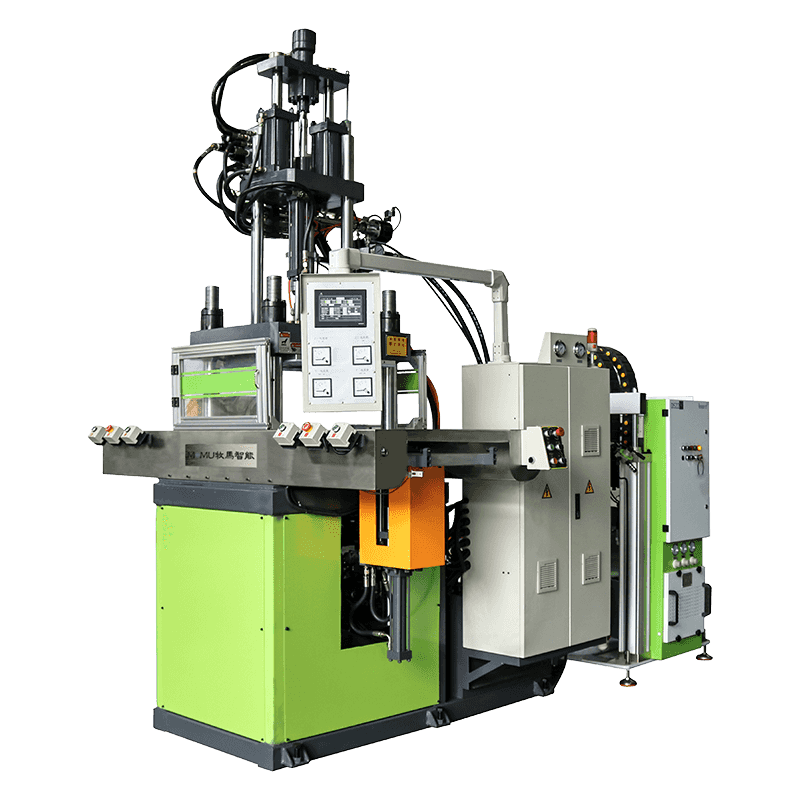
Ein LSR-Spritzgießmaschine ist ein spezialisiertes Produktionssystem zur Verarbeitung von flüssigem Silikonkautschuk (LSR) zu Präzisionsformteilen durch einen geschlossenen, automatisierten Einspritzzyklus. Im Gegensatz zum thermoplastischen Spritzgießen, bei dem feste Pellets geschmolzen und in eine gekühlte Form eingespritzt werden, funktioniert das LSR-Formen umgekehrt: Das Zweikomponenten-Flüssigsilikon wird während des Einspritzens kalt gehalten und dann in einer beheizten Form durch eine platinkatalysierte Vulkanisationsreaktion ausgehärtet. Dieser grundlegende Unterschied im Materialverhalten bestimmt nahezu jede Konstruktionsentscheidung bei LSR-spezifischen Maschinen – vom temperaturgesteuerten Zylinder und Dosiersystem bis hin zur Schließeinheit und dem Formenbau.
LSR-Maschinen werden in einer Vielzahl von Branchen überall dort eingesetzt, wo die Kombination aus Flexibilität, thermischer Stabilität, Biokompatibilität und chemischer Beständigkeit von Silikon erforderlich ist. Zu den häufigsten Anwendungen zählen medizinische Geräte, Säuglingsprodukte, Automobildichtungen, Komponenten der Unterhaltungselektronik und Industriemembranen. Das Verständnis der Funktionsprinzipien der Maschine, der wichtigsten Subsysteme und Auswahlkriterien ist für Ingenieure und Beschaffungsfachleute, die die LSR-Produktionsfähigkeit bewerten, von entscheidender Bedeutung.
So funktioniert LSR-Spritzgießen: Der Kernprozess
LSR wird als zweiteiliges System geliefert: Komponente A enthält das Basispolymer und den Platinkatalysator, während Komponente B den Vernetzer und den Inhibitor enthält. Die beiden Komponenten werden in separaten Fässern gelagert und durch eine Dosier- und Mischeinheit – typischerweise einen statischen Mischer – geleitet, die sie in einem präzisen Volumenverhältnis von 1:1 kombiniert. Die Einhaltung der exakten Verhältnisgenauigkeit ist von entscheidender Bedeutung, da jede Abweichung die Härtungschemie verändert und Teile mit inkonsistenter Härte, unvollständiger Aushärtung oder Oberflächenklebrigkeit entstehen.
Nach dem Mischen wird das kombinierte LSR in eine beheizte Form eingespritzt – typischerweise bei einer Temperatur zwischen 160 °C und 220 °C – wo der Platinkatalysator für eine schnelle Vernetzung sorgt. Die Aushärtezeiten hängen von der Teilegeometrie, der Wandstärke und der Formtemperatur ab, aber die meisten Produktionszyklen reichen von wenigen Sekunden für dünnwandige Teile bis zu mehreren Minuten für dickere Komponenten. Da das ausgehärtete Silikon beim Vernetzen leicht schrumpft, muss die Formkonstruktion diese Dimensionsänderung berücksichtigen, um enge Toleranzen im fertigen Teil einzuhalten.
Die Einspritzeinheit selbst muss gekühlt werden – normalerweise wassergekühlt auf etwa 10–15 °C –, um ein vorzeitiges Aushärten im Zylinder zu verhindern, bevor das Spritzmittel die Form erreicht. Dieses Kaltkanalsystem, das oft bis in die Anguss- und Angussgeometrie innerhalb der Form hineinreicht, minimiert Materialverschwendung, indem es das LSR bis zum Anguss in seinem ungehärteten flüssigen Zustand hält und es dann ermöglicht, dass die Wärmedifferenz zwischen dem Kaltkanal und dem heißen Formhohlraum genau dort auslöst, wo es benötigt wird.
Wichtige Subsysteme einer LSR-Spritzgießmaschine
Dosier- und Dosiereinheit
Die Dosiereinheit ist das kritischste Subsystem der LSR-Verarbeitung. Es saugt die beiden LSR-Komponenten aus Druckfässern mit pneumatisch oder servoangetriebenen Kolbenpumpen an, hält während des gesamten Schusses ein präzises Volumenverhältnis aufrecht und fördert das gemischte Material ohne Luftzufuhr zur Einspritzeinheit. High-End-Dosiersysteme erreichen eine Verhältnisgenauigkeit von ±0,5 % über alle Produktionsläufe hinweg und verfügen über kontinuierliche Überwachungssensoren, die Alarme auslösen, wenn das Verhältnis über eine festgelegte Toleranz hinaus abweicht. Der statische Mischer – ein passives Spiralelement, durch das beide Komponenten zugeführt werden – erreicht eine homogene Mischung ohne bewegliche Teile und reduziert so den Wartungsaufwand im Vergleich zu dynamischen Mischalternativen.

Einspritzeinheit
Die Spritzeinheit für LSR unterscheidet sich in mehreren wichtigen Punkten von thermoplastischen Einheiten. Die Schneckengeometrie nutzt eine geringe Gangtiefe und ein niedriges Kompressionsverhältnis, um die Entstehung von Reibungswärme zu vermeiden, die das Material im Zylinder vorzeitig aushärten würde. Der gesamte Lauf ist mit einem Wasserkühlkreislauf ummantelt. Einspritzgeschwindigkeit und -druck werden servogesteuert, um bei jedem Schuss konsistente Fülleigenschaften zu gewährleisten. Die Einspritzeinheit arbeitet typischerweise mit deutlich niedrigeren Drücken als thermoplastische Systeme – normalerweise zwischen 500 und 1.500 bar –, da die niedrige Viskosität von LSR weniger Kraft zum Füllen des Formhohlraums erfordert.
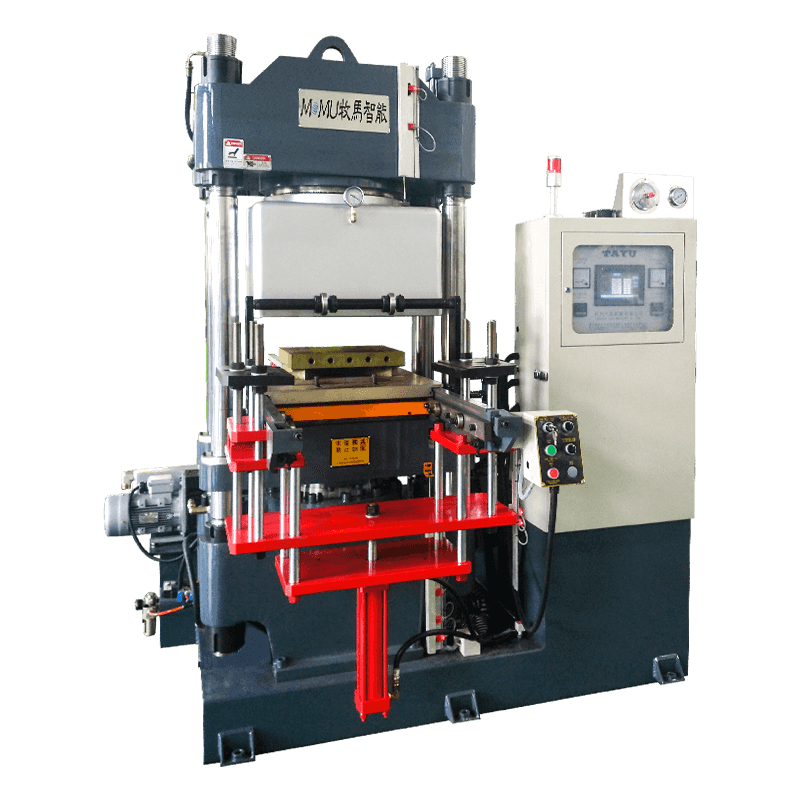
Spanneinheit
LSR-Formen erfordern im Vergleich zu Thermoplasten eine sehr hohe Schließkraft pro projizierter Teilfläche, da die niedrige Viskosität von LSR dazu führt, dass es bei unzureichender Schließkraft auch über minimale Trennfugen hinweg übersteht. Es kommen sowohl Kniehebel- als auch hydraulische Spannsysteme zum Einsatz, wobei vollelektrische Maschinen aufgrund ihrer Sauberkeit, Wiederholgenauigkeit und Energieeffizienz in Reinraumumgebungen zunehmend bevorzugt werden. Die Anforderungen an die Spannkraft werden auf der Grundlage des Hohlraumdrucks multipliziert mit der projizierten Fläche des Teils plus Angusssystem berechnet.
Vergleich der LSR-Maschinen: hydraulisch vs. vollelektrische
| Funktion | Hydraulische LSR-Maschine | Vollelektrische LSR-Maschine |
| Wiederholbarkeit | Gut | Ausgezeichnet |
| Reinraumtauglichkeit | Begrenzt (Risiko einer Ölverschmutzung) | Hoch (keine Hydraulikflüssigkeit) |
| Energieverbrauch | Höher | 30–60 % niedriger |
| Kapitalkosten | Niedriger | Höher |
| Geräuschpegel | Höher | Niedriger |
| Wartung | Häufiger (Hydraulikdichtungen) | Weniger häufig |
| Beste Anwendungsanpassung | Industrieteile mit hoher Krafteinwirkung | Medizin-, Lebensmittel- und Präzisionsteile |
Branchen und Anwendungen, die die Nachfrage nach LSR-Maschinen steigern
Das Wachstum des LSR-Spritzgießens als Produktionsmethode hängt direkt mit der wachsenden Zahl von Branchen zusammen, die in anspruchsvollen Endanwendungsumgebungen auf die Materialeigenschaften von Silikon angewiesen sind. Jede Branche hat spezifische Anforderungen, die bestimmen, wie LSR-Maschinen konfiguriert und validiert werden müssen.
- Medizinische Geräte: Die Biokompatibilität von LSR gemäß den ISO 10993-Standards und die Fähigkeit, durch Autoklavieren, EtO und Gammastrahlung sterilisiert zu werden, machen es zum Material der Wahl für Katheter, Atemmasken, Dichtungen für implantierbare Geräte und Griffe für chirurgische Instrumente. Maschinen für die medizinische LSR-Produktion sind in der Regel voll elektrisch, reinraumkompatibel und mit einer vollständigen Prozessdokumentation zur Einhaltung gesetzlicher Vorschriften ausgestattet.
- Säuglings- und Babyprodukte: Schnuller, Flaschensauger und Zahnungsprodukte erfordern lebensmittelechtes Silikon, das frei von Weichmachern und BPA ist. LSR-Typen, die gemäß den Lebensmittelkontaktvorschriften FDA 21 CFR und EU 10/2011 zertifiziert sind, sind Standard, und Produktionsumgebungen müssen strenge Hygienekontrollen erfüllen.
- Automobil: LSR wird für Tüllendichtungen, Zündkerzenmanschetten, Sensordichtungen und Komponenten unter der Motorhaube verwendet, die anhaltenden Temperaturen von -50 °C bis 200 °C standhalten müssen. In der Automobilproduktion mit hohen Stückzahlen werden aus Kostengründen typischerweise hydraulische Maschinen mit Kaltkanalformen mit mehreren Kavitäten eingesetzt.
- Unterhaltungselektronik: Wasserdichte Dichtungen, Knopfmembranen, Ohrhörer-Aufsätze und Dichtungen für tragbare Geräte stellen ein schnell wachsendes Segment dar. Dünnwandige, hochpräzise Teile mit engen Maßtoleranzen sind weit verbreitet und begünstigen vollelektrische Maschinen mit hoher Einspritzgeschwindigkeitssteuerung.
- Industrielle Abdichtung: Pumpenmembranen, Ventildichtungen und chemikalienbeständige Dichtungen nutzen die Beständigkeit von Silikon gegenüber Ozon, UV-Strahlung und einem breiten Spektrum an Chemikalien. Hierbei handelt es sich in der Regel um Teile mit dickerem Querschnitt, die auf hydraulischen Maschinen mit geringerer Kavitation hergestellt werden.
Kritische Faktoren bei der Auswahl einer LSR-Spritzgießmaschine
Die Auswahl einer LSR-Maschine erfordert die Bewertung der technischen Spezifikationen im Kontext Ihrer spezifischen Teile, Produktionsmengen und regulatorischen Umgebung. Ob eine Maschineninvestition die erwartete Rendite bringt, hängt immer von mehreren Faktoren ab.
Schussgröße und Klemmkraft müssen auf das projizierte Teil und die Angussfläche abgestimmt werden und dürfen nicht nur grob geschätzt werden. Die niedrige Viskosität von LSR führt dazu, dass selbst ein geringfügiger Mangel an Spannkraft zu Gratbildung führt – einem dünnen Film aus ausgehärtetem Silikon an der Trennfuge, der manuelles Zuschneiden erfordert und die Ausschussrate erhöht. Berechnen Sie die erforderliche Schließkraft mit mindestens 0,3 bis 0,5 Tonnen pro Quadratzentimeter der projizierten Hohlraumfläche und dimensionieren Sie die Maschine mit einem Spielraum über diesem Wert, um zukünftige Formerweiterungen oder Designänderungen zu berücksichtigen.
Die Präzision der Temperaturregelung im gesamten Werkzeug ist ebenso wichtig wie die Schließ- und Einspritzleistung der Maschine. Ungleiche Werkzeugtemperaturen führen zu Teilen mit inkonsistenter Aushärtung, Maßabweichungen und Oberflächenfehlern. Bewerten Sie, ob der Formtemperaturregler der Maschine eine zonenbasierte Temperaturkartierung unterstützt und ob das Formdesign eine ausreichende Abdeckung der Heizkanäle bietet. Bei medizinischen Präzisionsanwendungen sind Formtemperaturschwankungen von mehr als ±2 °C entlang der Kavitätsoberfläche normalerweise nicht akzeptabel.
Prozessüberwachungs- und Datenprotokollierungsfunktionen sind für regulierte Branchen nicht mehr verhandelbar. Moderne LSR-Maschinen integrieren Werkzeuginnendrucksensoren, Einspritzgeschwindigkeits- und Druckprofile, Protokollierung der Werkzeugtemperatur und Überprüfung des Dosierverhältnisses in einem einheitlichen Prozessüberwachungssystem. Diese Daten sind für die Prozessvalidierung gemäß FDA 21 CFR Part 820 und ISO 13485 für medizinische Geräte erforderlich und werden zunehmend von Tier-1-Kunden der Automobilindustrie als Teil von PPAP-Dokumentationspaketen gefordert.
Häufige Prozessfehler und wie man sie verhindert
Selbst gut spezifizierte Maschinen verursachen Fehler, wenn Prozessparameter abweichen oder die Formbedingungen nicht ordnungsgemäß eingehalten werden. Für Prozessingenieure, die für die Produktionsqualität verantwortlich sind, ist es von entscheidender Bedeutung, die Grundursachen häufiger LSR-Fehler zu erkennen.
- Blitz: Verursacht durch unzureichende Klemmkraft, verschlissene Trennflächen oder zu hohen Einspritzdruck. Beheben Sie das Problem, indem Sie die Schließkraftberechnungen überprüfen, den Formzustand überprüfen und die Einspritzgeschwindigkeit während der Füllphase reduzieren.
- Unvollständige Füllung / kurze Aufnahme: Die Ursache hierfür ist ein unzureichender Einspritzdruck, verstopfte Anschnitte oder LSR, das teilweise im Angusskanal ausgehärtet ist, bevor es die Kavität erreicht. Überprüfen Sie den Anschnittdurchmesser, stellen Sie sicher, dass die Zylindertemperatur innerhalb des Kaltkanal-Zielbereichs liegt, und prüfen Sie, ob die Aushärtung durch Verunreinigungen gehemmt wird.
- Oberflächenklebrigkeit: Zeigt eine unzureichende Aushärtung an, die meist durch ein falsches A:B-Verhältnis, eine zu niedrige Formtemperatur oder eine unzureichende Aushärtezeit verursacht wird. Überprüfen Sie das Dosierverhältnis mit einem kontrollierten Dosiertest, prüfen Sie die Gleichmäßigkeit der Formtemperatur und verlängern Sie die Aushärtezeit, wenn Maßtoleranzen dies zulassen.
- Lufteinschlüsse / Hohlräume: Luft, die beim Mischen eingebracht oder mit dem Material injiziert wird, erzeugt Blasen im ausgehärteten Teil. Stellen Sie sicher, dass das Dosiersystem vor der Produktion ordnungsgemäß gespült wird, und stellen Sie sicher, dass die Einspritzgeschwindigkeit nicht so hoch ist, dass Luft in den Angussbereich vor der LSR-Strömungsfront gesaugt wird.
- Dimensionsabweichung zwischen den Aufnahmen: Dies hängt normalerweise mit Dosierunstimmigkeiten, Schwankungen der Zylindertemperatur oder einer schwankenden Aushärtezeit aufgrund von Temperaturdrift in der Form zusammen. Überprüfen Sie die Prozessüberwachungsprotokolle, um festzustellen, welche Variable mit der Dimensionsverschiebung korreliert, und kalibrieren Sie das relevante Subsystem neu.