Was ist eine Flüssigsilikonform-Spannmaschine und warum ist sie wichtig?
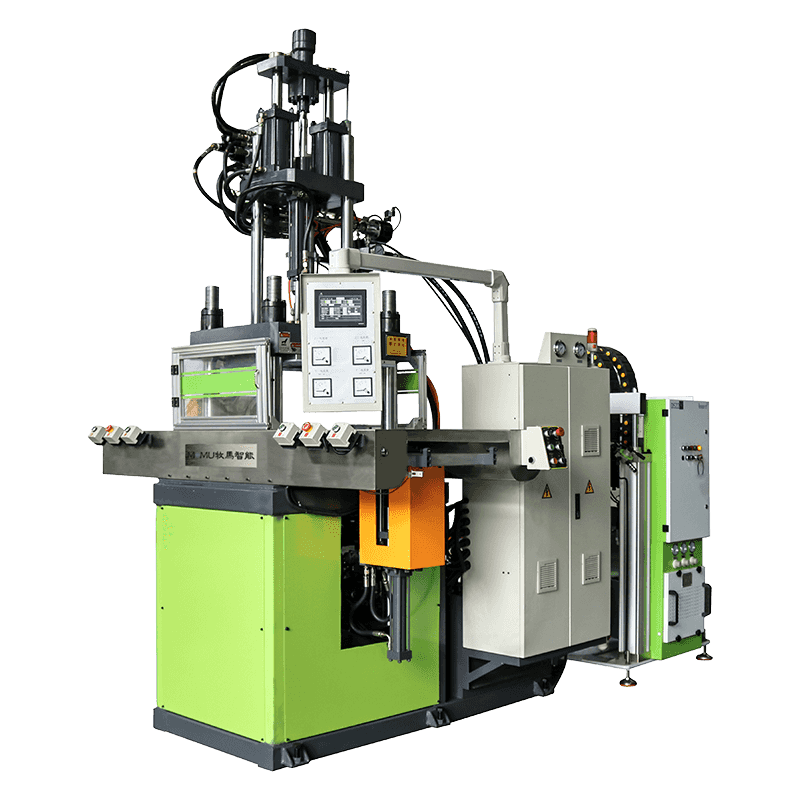
A Flüssigsilikonform-Spannmaschine – allgemein als LSR-Spritzgießmaschine (Liquid Silicone Rubber) mit integriertem Spannsystem bezeichnet – ist eine spezielle Fertigungsanlage zur Verarbeitung von Zweikomponenten-Flüssigsilikonkautschuk zu präzisionsgeformten Teilen. Im Gegensatz zu herkömmlichen Spritzgussmaschinen für thermoplastische Kunststoffe müssen LSR-Maschinen ein Material verarbeiten, das kalt in einen beheizten Formhohlraum eingespeist wird, wo es einer Vulkanisationsreaktion (Härtungsreaktion) statt einer kühlungsbasierten Verfestigung unterliegt. Die Schließeinheit spielt in diesem Prozess eine entscheidende Rolle, indem sie während der Einspritz-, Füll- und Aushärtungszyklen eine präzise und konstante Schließkraft der Form aufrechterhält. Dadurch werden Grate verhindert, Maßgenauigkeit sichergestellt und die Form vor Schäden durch den internen Einspritzdruck geschützt.
Die Bedeutung des Klemmsystems wird bei der Verarbeitung von Flüssigsilikon noch verstärkt, da LSR im Vergleich zu Thermoplasten eine extrem niedrige Viskosität aufweist – oft im Bereich von 100.000 bis 300.000 mPa·s vor dem Aushärten. Diese niedrige Viskosität bedeutet, dass das Material problemlos in die kleinsten Lücken zwischen den Formtrennflächen fließt, wodurch selbst geringfügige Mängel der Schließkraft sofort als Gratfehler auf der Teileoberfläche sichtbar werden. Eine ordnungsgemäß spezifizierte und kalibrierte Spannmaschine eliminiert dieses Risiko und ermöglicht gleichzeitig Werkzeugkonfigurationen mit großer Kavität, die die Produktionseffizienz maximieren.
Kernkomponenten und Funktionsweise des Spannsystems
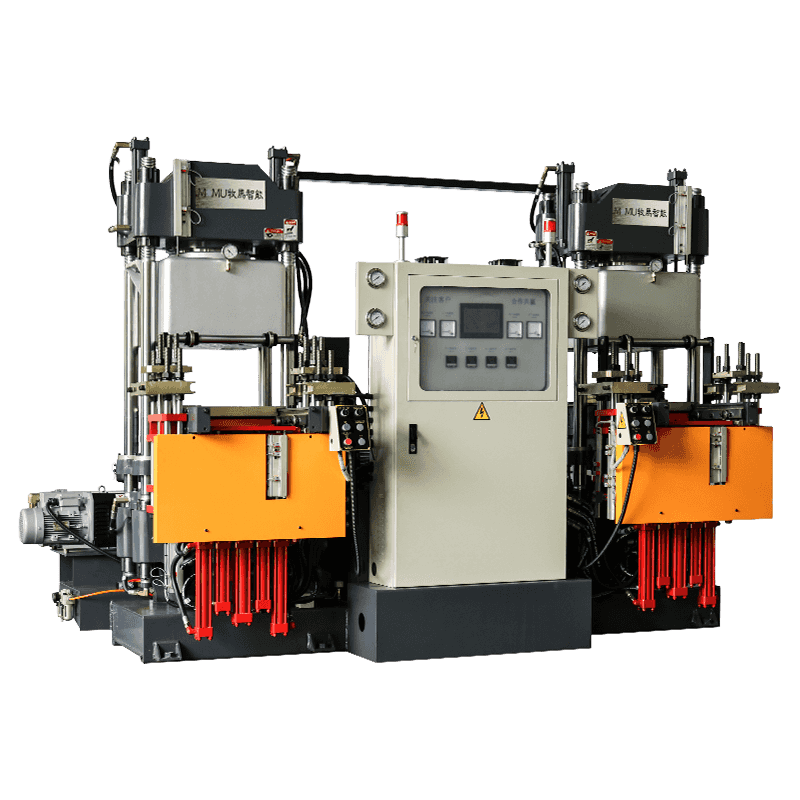
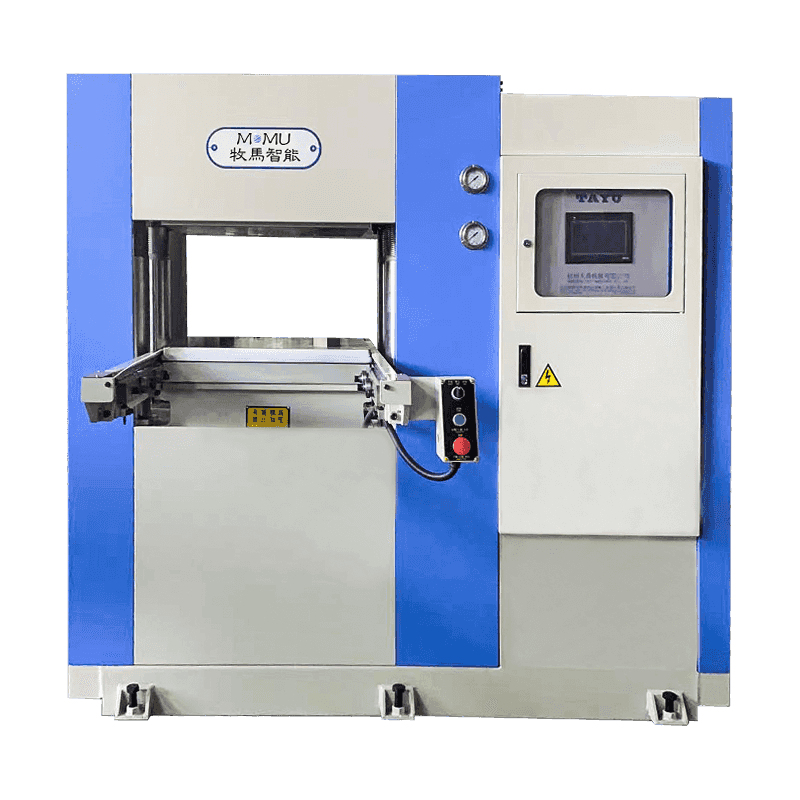
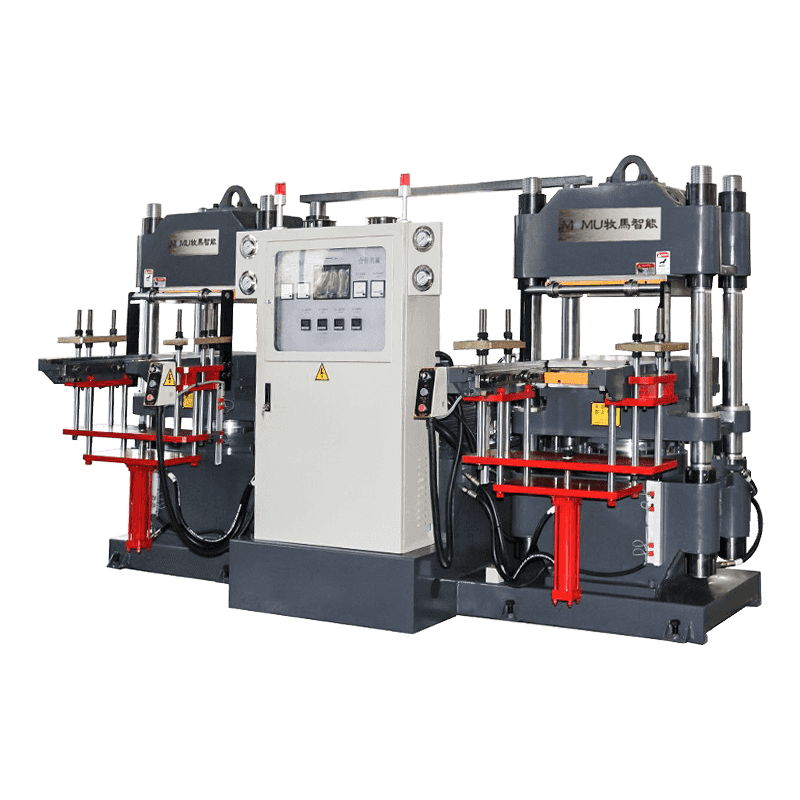
Das Verständnis der Architektur einer Flüssigsilikon-Formschließmaschine hilft Herstellern, fundierte Kauf- und Betriebsentscheidungen zu treffen. Die Maschine besteht aus zwei integrierten Teilsystemen: der Spritzeinheit, die das Zweikomponenten-LSR dosiert, mischt und einspritzt, und der Schließeinheit, die das Werkzeug unter kontrollierter Kraft öffnet, schließt und verriegelt. Für Flüssigsilikonanwendungen müssen beide Teilsysteme deutlich anspruchsvollere Standards erfüllen als die für Standard-Thermoplastmaschinen.
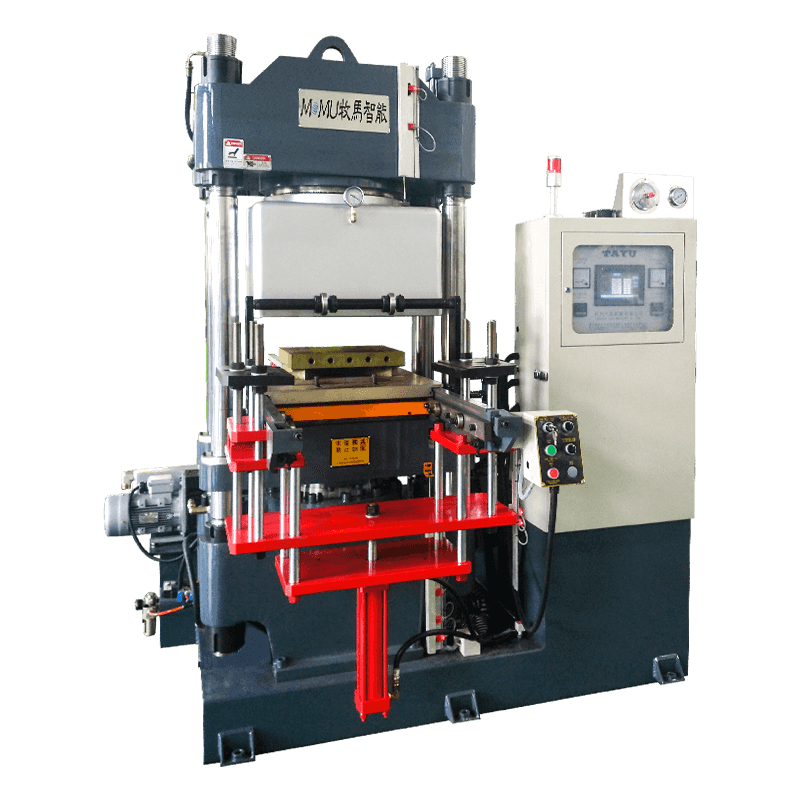
Die Spanneinheit
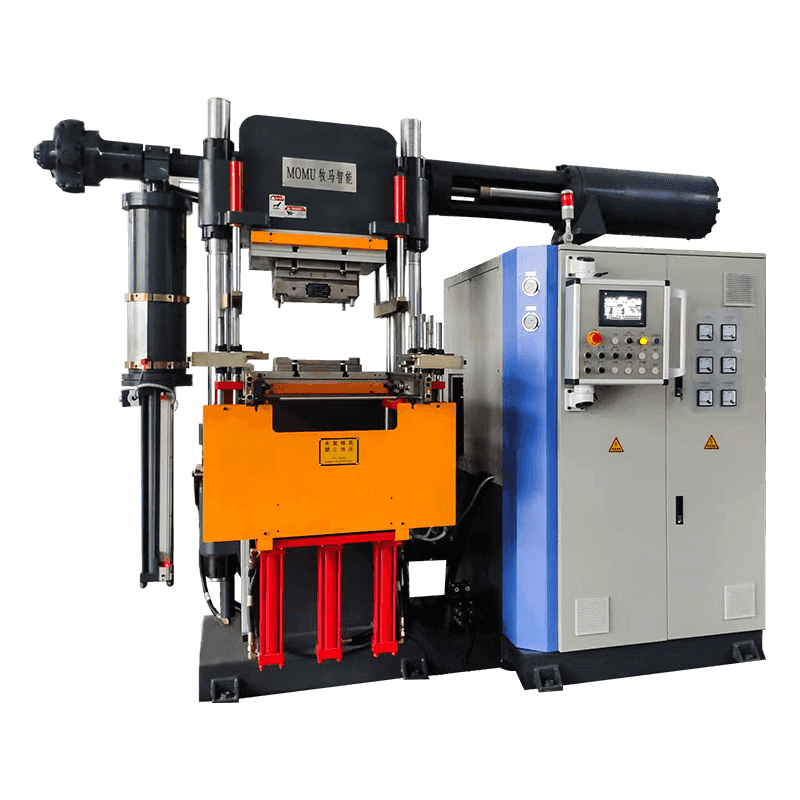
Die Schließeinheit besteht aus einer stationären Aufspannplatte, einer beweglichen Aufspannplatte, Verbindungsstangen (oder einem Rahmen ohne Verbindungsstangen in einigen Ausführungen) und dem Klemmaktuator – der je nach Maschinenkonstruktion hydraulisch, kniehebelmechanisch oder servoelektrisch sein kann. Die bewegliche Aufspannplatte bewegt sich entlang der Verbindungsstangen oder Rahmenführungen, um die Form zu öffnen und zu schließen. Sobald die Form vollständig geschlossen ist, übt der Schließaktuator die Nennschließkraft – gemessen in Kilonewton (kN) oder Tonnen – aus, um die Formhälften gegen den Einspritzdruck zusammenzuhalten, der sie beim Einfüllen des Materials auseinanderdrückt.
Für die LSR-Verarbeitung muss die Schließeinheit auch eine beheizte Form (typischerweise auf 170–220 °C) aufnehmen, während das Einspritzsystem kalt bleibt (5–15 °C). Dieser thermische Kontrast bedeutet, dass das Design des Maschinenrahmens und der Aufspannplatte die unterschiedliche Wärmeausdehnung berücksichtigen muss, um Parallelität und eine gleichmäßige Verteilung der Schließkraft über die Formfläche aufrechtzuerhalten – entscheidend für die Erzielung gleichmäßiger, gratfreier Teile in Werkzeugen mit mehreren Kavitäten.
Die Einspritz- und Dosiereinheit
Die Spritzeinheit für LSR-Maschinen unterscheidet sich grundlegend von thermoplastischen Einheiten. Es besteht aus einem Zweikomponenten-Pump- und Dosiersystem – typischerweise einem Volumenverhältnis von 1:1 von Komponente A (dem Basispolymer) und Komponente B (dem Vernetzer/Katalysator) – die in einem statischen oder dynamischen Mischer kombiniert werden, bevor sie in den kalten Zylinder und die Einspritzschnecke gelangen. Für eingefärbte LSR-Teile können Pigmentdosiersysteme inline integriert werden. Die Einspritzschnecke ist gekühlt, um eine vorzeitige Vulkanisation im Zylinder zu verhindern, und die Düse verfügt über ein Nadelabsperrventil, um ein Auslaufen zwischen den Schüssen zu verhindern.
Wichtige technische Spezifikationen, die bei der Auswahl einer Maschine zu berücksichtigen sind
Die Auswahl einer Flüssigsilikon-Formschließmaschine erfordert eine sorgfältige Bewertung mehrerer voneinander abhängiger technischer Parameter. Die Unterdimensionierung einer einzelnen Spezifikation im Verhältnis zu Ihren Werkzeug- und Produktionsanforderungen kann zu dauerhaften Qualitätsproblemen oder Maschinenschäden führen. Die folgende Tabelle fasst die wichtigsten Spezifikationen und ihre praktische Bedeutung zusammen:
| Spezifikation | Typischer Bereich | Warum es wichtig ist |
| Spannkraft | 50 – 4.000 kN | Muss den projizierten Hohlraumdruck überschreiten, um Grate zu verhindern |
| Plattengröße | 200×200 mm – 1000×1000 mm | Bestimmt die maximalen Formbasisabmessungen |
| Eröffnung bei Tageslicht | 200 – 800 mm | Muss Formhöhe plus Entformungshub berücksichtigen |
| Injektionsvolumen | 2 – 3.000 cm³ | Muss dem Gesamtschussgewicht einschließlich der Läufer entsprechen |
| Messgenauigkeit | ±0,5 % oder besser | Gewährleistet ein konsistentes A:B-Verhältnis und eine gleichmäßige Aushärtung |
| Formtemperaturregelung | Bis 250°C | Steuert die Aushärtegeschwindigkeit und die Teilequalität |
| Zylinder-/Düsentemperatur | 5 – 20°C (gekühlt) | Verhindert vorzeitige Vulkanisation im Zuführsystem |
| Spannantriebstyp | Hydraulisch / Kniehebel / Servoelektrisch | Beeinflusst Präzision, Energieverbrauch und Wartungsanforderungen |
Hydraulische vs. Kniehebel- oder rein elektrische Spannung: Auswahl des richtigen Antriebs
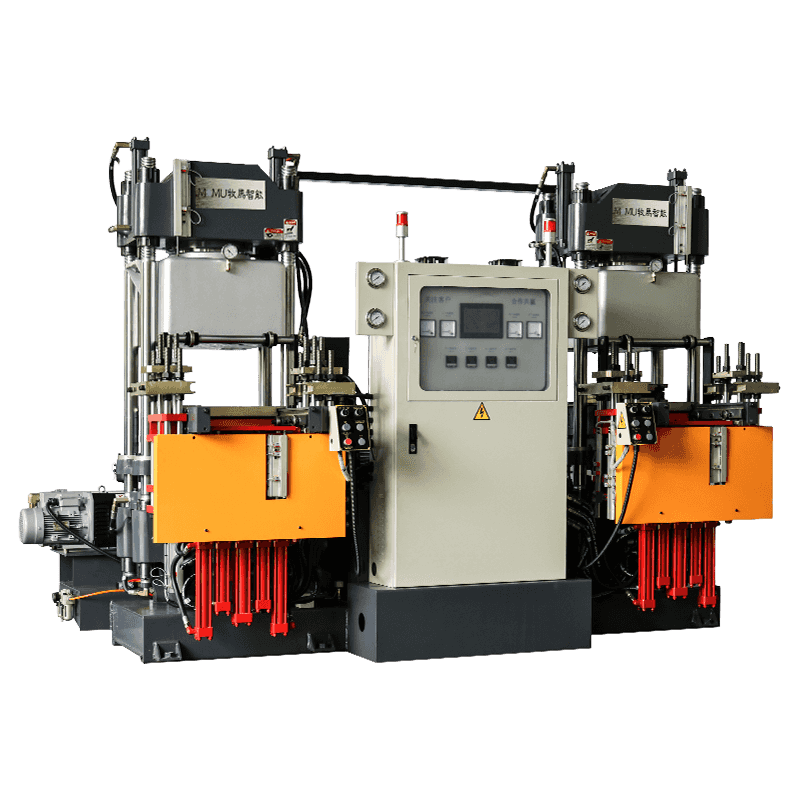
Die Wahl des Spannantriebstyps ist eine der folgenreichsten Entscheidungen bei der Spezifikation einer Flüssigsilikon-Formschließmaschine. Jede Antriebstechnologie bietet unterschiedliche Kompromisse in Bezug auf Kraftkonsistenz, Energieeffizienz, Präzision und Wartungsanforderungen – die alle erhebliche Auswirkungen speziell auf die LSR-Verarbeitung haben.
Hydraulische Klemmung
Hydraulische Spannsysteme nutzen unter Druck stehendes Öl zur direkten Betätigung des Spannzylinders. Sie bieten hohe Spannkräfte in kompakten Maschinenrahmen und eignen sich daher gut für LSR-Maschinen mit großer Tonnage, die große Teile wie Automobildichtungen oder große Gehäuse für medizinische Geräte herstellen. Hydrauliksysteme sorgen für eine gleichmäßige, kontinuierliche Kraftanwendung und sind relativ tolerant gegenüber Formfehlausrichtungen. Sie verbrauchen jedoch kontinuierlich Energie, um den Hydraulikdruck aufrechtzuerhalten, erzeugen Wärme, die verwaltet werden muss, und erfordern eine regelmäßige Wartung der Hydraulikflüssigkeit und Dichtungsinspektionen, um Kontaminationen zu verhindern – ein Problem bei der LSR-Produktion in Reinräumen für medizinische oder Lebensmittelkontaktanwendungen.
Spannen umschalten
Kniehebelmechanismen verwenden ein mechanisches Verbindungssystem, das von einem Hydraulik- oder Servoantrieb angetrieben wird, um die Kraft geometrisch zu vervielfachen, wenn sich die Kniehebel ihrer vollständig ausgefahrenen (verriegelten) Position nähern. Diese Konstruktion bietet eine sehr hohe Klemmkraft am Ende des Hubs bei vergleichsweise geringem Betätigungsaufwand und ist somit energieeffizient für Anwendungen mit hohen Zyklen. Kniehebelmaschinen werden häufig in der mittelgroßen bis großen LSR-Produktion eingesetzt und bieten schnelle Trockenzykluszeiten. Die Hauptbeschränkung besteht darin, dass die Schließkraft empfindlich von der Formhöhe abhängt. Beim Formenwechsel müssen genaue Einstellungen vorgenommen werden, um sicherzustellen, dass der Kniehebel am richtigen Formschließpunkt die volle Ausdehnung erreicht, was sorgfältige Einrichtungsverfahren erfordert.
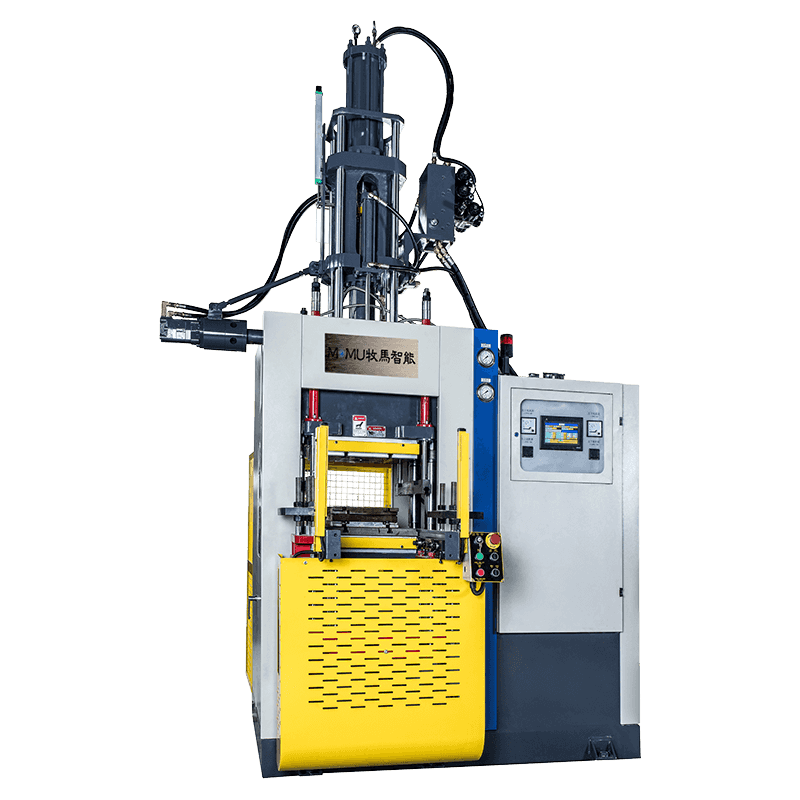
Vollelektrisches (servoelektrisches) Spannen
Vollelektrische Spannmaschinen verwenden Servomotoren, die Kugelumlaufspindelmechanismen zum Öffnen, Schließen und Aufbringen der Spannkraft antreiben. Diese Technologie bietet ein Höchstmaß an Wiederholgenauigkeit und Positionsgenauigkeit – entscheidend für LSR-Teile mit engen Toleranzen, die in medizinischen Geräten, optischen Komponenten und Mikroformanwendungen verwendet werden. Vollelektrische Maschinen verbrauchen nur dann Energie, wenn sie in Bewegung sind, erzeugen keine hydraulische Wärme und bergen kein Risiko einer Ölverunreinigung, was sie zur bevorzugten Wahl für Reinraumumgebungen der ISO-Klasse macht. Ihr höherer Anschaffungspreis wird in der Regel im Laufe der Zeit durch niedrigere Betriebskosten, geringere Wartung und überlegene Prozesskonsistenz ausgeglichen.

Branchen und Anwendungen, die auf LSR-Spannmaschinen angewiesen sind
Flüssigsilikon-Formschließmaschinen bedienen ein bemerkenswert vielfältiges Branchenspektrum, angetrieben durch die einzigartige Kombination aus Biokompatibilität, thermischer Stabilität, elektrischer Isolierung und Haltbarkeit von LSR. Das Verständnis, welche Branchen am stärksten auf diese Technologie angewiesen sind, hilft dabei, die Anforderungen an die Maschinenleistung zu kontextualisieren, die in jedem Sektor am wichtigsten sind.
- Medizinische Geräte und Gesundheitswesen: LSR ist FDA-konform, autoklavierbar und biokompatibel und daher unverzichtbar für die Herstellung von Beatmungsmasken, Katheterkomponenten, Ventilmembranen, Spritzendichtungen, Ohrstöpseln für Hörgeräte und Griffen für chirurgische Instrumente. Maschinen, die in diesem Sektor eingesetzt werden, müssen Reinraumkompatibilitätsstandards erfüllen und eine vollständige Rückverfolgbarkeit der Prozessparameter ermöglichen.
- Automobil: Dichtungssysteme, Zündkerzenstecker, Steckerdichtungen und Sensorgehäuse aus LSR erfordern eine Großserienfertigung mit engen Maßtoleranzen. Heißkanalwerkzeuge mit mehreren Kavitäten, die auf Spannmaschinen mit großer Tonnage betrieben werden, gehören in Anlagen von Tier-1-Zulieferern der Automobilindustrie zum Standard.
- Baby- und Kleinkindprodukte: Flaschensauger, Schnuller, Beißringe und Fütterungszubehör werden aus lebensmittelechtem LSR auf Maschinen hergestellt, die validiert sind, um Sicherheitsstandards wie FDA 21 CFR und EU 10/2011 für Lebensmittelkontaktmaterialien zu erfüllen.
- Unterhaltungselektronik: Wasserdichte Dichtungen für Smartphones, Smartwatches und Ohrhörer; Tastaturschaltermembranen; und tragbare Gerätekomponenten, die mit der Haut in Berührung kommen, werden aufgrund seiner Haltbarkeit und taktilen Eigenschaften zunehmend aus LSR hergestellt.
- Industrielle Abdichtung und Flüssigkeitskontrolle: O-Ringe, Membranen und kundenspezifische Dichtungen für Pumpen, Ventile und chemische Verarbeitungsgeräte profitieren von der Beständigkeit von LSR gegenüber extremen Temperaturen (-60 °C bis 230 °C), UV-Strahlung und aggressiven Chemikalien.
Prozessparameter, die sich direkt auf die Spannleistung und die Teilequalität auswirken
Selbst die am genauesten spezifizierte Flüssigsilikon-Formschließmaschine produziert fehlerhafte Teile, wenn die Prozessparameter nicht korrekt festgelegt und eingehalten werden. Das LSR-Formen reagiert empfindlich auf eine Reihe miteinander verbundener Variablen, die Bediener und Prozessingenieure kontinuierlich überwachen und optimieren müssen.
- Spannkraft vs. projizierte Hohlraumfläche: Berechnen Sie die erforderliche Schließkraft, indem Sie die projizierte Gesamtfläche aller Hohlräume und Angusskanäle (in cm²) mit dem durchschnittlichen Einspritzdruck (in kN/cm²) multiplizieren. Wenden Sie einen Sicherheitsfaktor von 1,2–1,5 an, um Druckspitzen beim Befüllen zu berücksichtigen. Unzureichende Klemmkraft führt zu Graten; Übermäßige Krafteinwirkung kann mit der Zeit zu Schäden an den Formtrennflächen führen.
- Gleichmäßigkeit der Formtemperatur: Eine ungleichmäßige Formerwärmung führt zu unterschiedlichen Aushärtungsraten im gesamten Hohlraum und führt zu Teilen mit uneinheitlicher Härte, Oberflächenbeschaffenheit oder Maßhaltigkeit. Überprüfen Sie die Temperaturgleichmäßigkeit auf der gesamten Formfläche mithilfe der Wärmebildtechnik, bevor Sie mit der Produktion beginnen.
- Einspritzgeschwindigkeit und Druck: Durch die niedrige Viskosität von LSR füllt es Hohlräume schnell aus. Die Einspritzgeschwindigkeit muss kontrolliert werden, um Lufteinschlüsse und Strahlfehler zu vermeiden, insbesondere bei dünnwandigen Teilen oder Teilen mit komplexer Geometrie. Programmierbare mehrstufige Einspritzprofile ermöglichen eine Geschwindigkeitsreduzierung an kritischen Füllübergängen.
- Optimierung der Aushärtezeit: Die Aushärtezeit ist eine Funktion der Formtemperatur, der Wandstärke des Teils und der Aktivierungsenergie des jeweiligen LSR-Typs. Bei unzureichender Aushärtung werden die Teile klebrig und mechanisch schwach; Übermäßiges Aushärten verschwendet Zykluszeit und kann zu thermischem Abbau in dünnen Abschnitten führen. Verwenden Sie Aushärtezeitstudien mit Durometermessungen, um die minimale effektive Aushärtezeit für jede Werkzeug- und Materialkombination zu ermitteln.
- Vakuumentlüftung: Viele LSR-Formen sind mit Vakuumsystemen ausgestattet, die unmittelbar vor dem Einspritzen Luft aus der Kavität evakuieren. Dies ist besonders wichtig für kleine Hohlräume, Blindtaschen oder Teile mit strengen kosmetischen Anforderungen, da eingeschlossene Luft zu Hohlräumen, kurzen Schüssen und Oberflächenporosität führt, die durch die Spannkraft allein nicht verhindert werden kann.
Wartung und Langlebigkeit: Schutz Ihrer Maschineninvestition
Eine Formschließmaschine für flüssiges Silikon stellt eine erhebliche Kapitalinvestition dar – Maschinen der Einstiegsklasse kosten etwa 80.000 US-Dollar, während voll ausgestattete vollelektrische Systeme mit Mehrkomponentendosierung und Reinraumintegration mehr als 500.000 US-Dollar kosten können. Um diese Investition zu schützen, ungeplante Ausfallzeiten zu minimieren und die Produktionsqualität über die gesamte Betriebslebensdauer der Maschine aufrechtzuerhalten, ist die Implementierung eines disziplinierten vorbeugenden Wartungsprogramms von entscheidender Bedeutung.
- Tägliche Spülung des Dosier- und Mischsystems: Spülen Sie am Ende jeder Produktionsschicht den Mischer, das statische Mischelement und die Düse, um zu verhindern, dass LSR im Zufuhrsystem aushärtet. Ausgehärtete Silikonverstopfungen in statischen Mischern sind eine der Hauptursachen für ungeplante Ausfallzeiten und können eine kostspielige Demontage und Reinigung erfordern.
- Parallelitätsprüfung von Holm und Aufspannplatte: Messen Sie die Plattenparallelität in regelmäßigen Abständen mithilfe von Messuhren. Der Verlust der Parallelität – verursacht durch Holmverschleiß, ungleichmäßige Spannkräfte oder thermische Effekte – führt zu ungleichmäßigen Gratmustern bei Werkzeugen mit mehreren Kavitäten und kann fälschlicherweise als Werkzeugproblem diagnostiziert werden, wenn die Maschinengeometrie nicht zuerst überprüft wird.
- Inspektion des Zylinder- und Düsenkühlsystems: Stellen Sie sicher, dass der Kaltwasserfluss durch den Zylinderkühlmantel innerhalb der angegebenen Parameter bleibt. Der Verlust der Kühlkapazität führt dazu, dass LSR in der Einzugszone zu vulkanisieren beginnt, was zu unregelmäßigen Schussgewichten und Schraubendrehmomentspitzen führt, die Antriebskomponenten beschädigen können.
- Kalibrierung von Servoantrieb und Encoder: Überprüfen Sie bei vollelektrischen Maschinen in regelmäßigen Abständen die Feedbackgenauigkeit des Servomotor-Encoders und die Vorspannung der Kugelumlaufspindel. Encoderdrift oder Kugelumlaufspindelverschleiß führen zu Positionsfehlern bei der Anwendung der Spannkraft, die sich möglicherweise nicht sofort in der Teilequalität bemerkbar machen, sich aber mit der Zeit zu erheblichen Mängeln anhäufen.
Für Hersteller, die Wert auf Präzision, Konsistenz und Skalierbarkeit bei der Herstellung von Flüssigsilikonkautschuk legen, ist die Investition in die richtige Formschließmaschine für Flüssigsilikon – ordnungsgemäß spezifiziert, korrekt installiert und sorgfältig gewartet – die einflussreichste Entscheidung beim Aufbau eines wettbewerbsfähigen LSR-Formbetriebs, der in der Lage ist, die anspruchsvollen Standards der heutigen Medizin-, Automobil- und Konsumgütermärkte zu erfüllen.