Wie eine Gummispritzgießmaschine funktioniert
A Gummispritzgießmaschine verarbeitet rohe Gummimischungen zu präzise geformten Fertigteilen, indem erhitztes, plastifiziertes Gummimaterial unter hohem Druck in einen geschlossenen Formhohlraum gedrückt wird, wo es zu einem stabilen, elastischen Feststoff vulkanisiert – chemisch vernetzt. Im Gegensatz zum thermoplastischen Spritzgießen, bei dem das gleiche Material immer wieder geschmolzen wird, beruht das Gummispritzgießen auf einer irreversiblen Vulkanisationsreaktion, die durch Wärme und Zeit ausgelöst wird. Sobald der Gummi in der Form ausgehärtet ist, kann er nicht erneut geschmolzen oder umgeformt werden. Das bedeutet, dass alle Prozessparameter korrekt eingestellt werden müssen, bevor die vollständige Produktion beginnt.
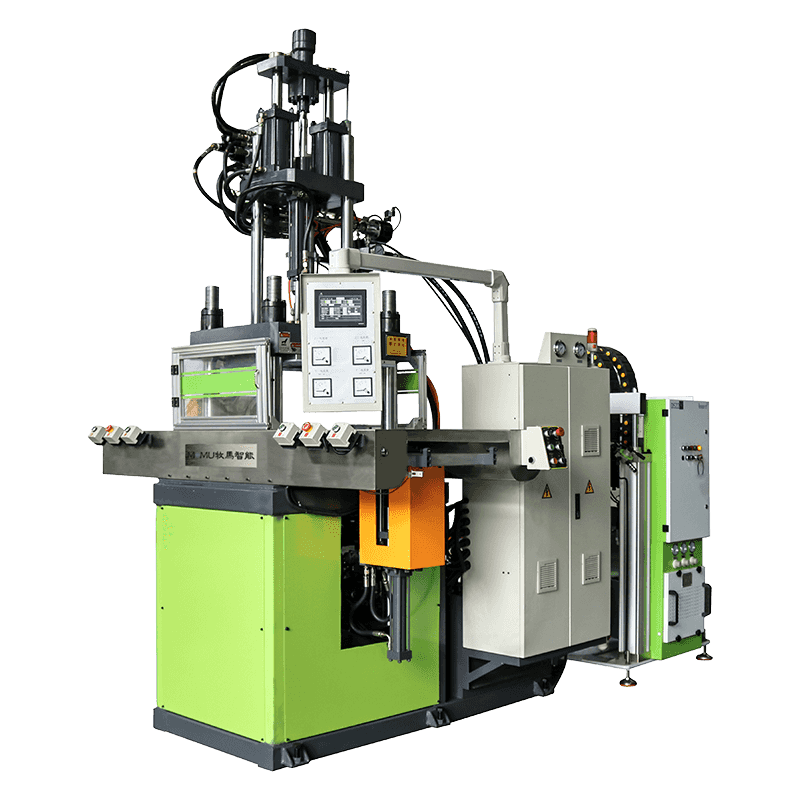
Der Prozess beginnt damit, dass die Gummimischung in die Plastifiziereinheit der Maschine – typischerweise eine Schnecken- und Zylinderbaugruppe – eingespeist wird, wo sie auf eine sorgfältig kontrollierte Vorwärmtemperatur, typischerweise zwischen 70 °C und 100 °C, erhitzt wird, die sie fließfähig macht, ohne eine vorzeitige Vulkanisation auszulösen. Durch die Schneckenrotation wird die Masse homogenisiert und der Einspritzdruck aufgebaut. Wenn die Form geschlossen und festgeklemmt ist, treibt die Einspritzeinheit den plastifizierten Gummi durch einen Anguss, Angusskanäle und Anschnitte in die Formhohlräume. Die Form selbst wird auf eine höhere Temperatur erhitzt – üblicherweise zwischen 160 °C und 200 °C – wobei das Vulkanisationsmittel aktiviert wird und der Gummi innerhalb einer definierten Aushärtezeit aushärtet, bevor sich die Form öffnet und das Teil ausgeworfen wird.
Kernkomponenten und ihre Funktionen
Das Verständnis der funktionalen Rolle jeder Hauptkomponente hilft Bedienern, Probleme zu diagnostizieren, Prozesseinstellungen zu optimieren und fundierte Entscheidungen zu treffen, wenn sie Maschinenspezifikationen verschiedener Hersteller vergleichen.
Einspritzeinheit
Die Einspritzeinheit besteht aus einem beheizten Zylinder, einer sich hin- und herbewegenden Schnecke und einer Düse. Die Schnecke erfüllt einen doppelten Zweck: Sie dreht sich, um die Gummimischung zu plastifizieren und nach vorne zu befördern, und fungiert dann als Kolben, um den angesammelten Materialschuss in die Form einzuspritzen. Die Schneckengeometrie für Gummi unterscheidet sich von der in thermoplastischen Maschinen verwendeten – Gummischnecken haben typischerweise ein geringeres Kompressionsverhältnis und flachere Gänge, um die Erzeugung übermäßiger Reibungswärme zu vermeiden, die zu Scorch führen könnte, also einer vorzeitigen Vulkanisation im Zylinder, bevor das Material die Form erreicht.
Spanneinheit
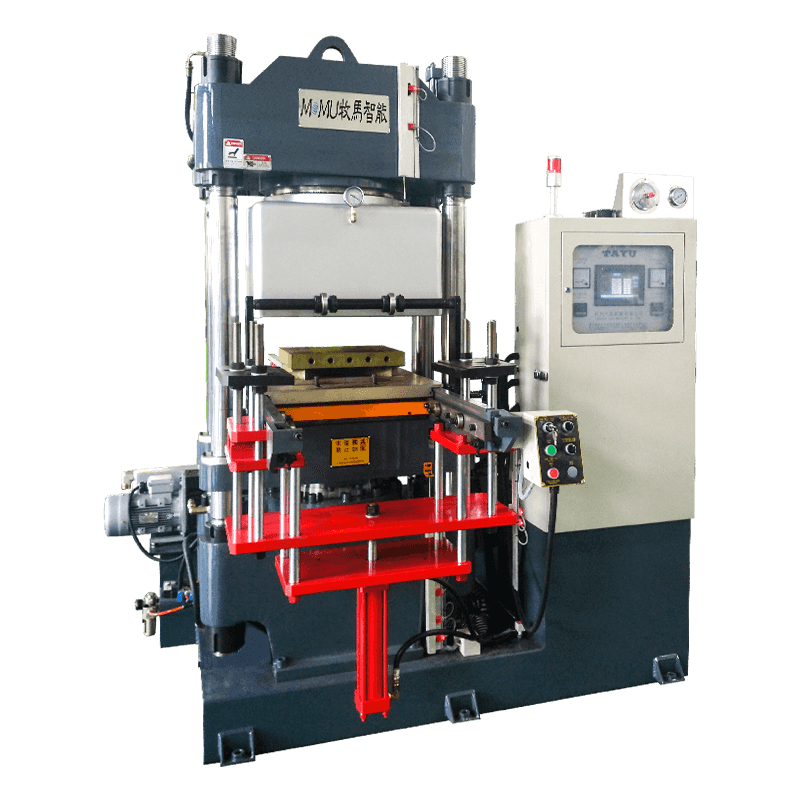
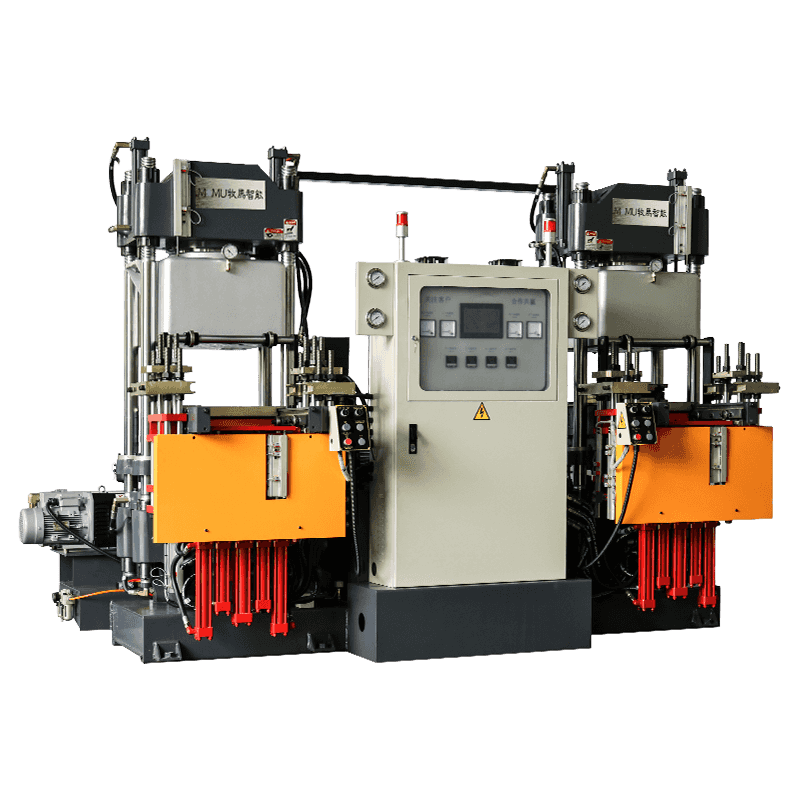
Die Schließeinheit hält die beiden Werkzeughälften gegen die durch den Spritzdruck erzeugte Kraft zusammen. Die Schließkraft wird in Kilonewton (kN) oder Tonnen gemessen und muss die projizierte Fläche der Formhohlräume multipliziert mit dem Einspritzdruck überschreiten. Unzureichende Klemmkraft verursacht Grate – dünne Stege aus überschüssigem Gummi an der Trennfuge –, die durch das Beschneiden zusätzliche Kosten verursachen und die Maßhaltigkeit des Teils beeinträchtigen. Die meisten Gummispritzmaschinen verwenden hydraulische Spannsysteme, obwohl Kniehebel-unterstützte und direkte hydraulische Konfigurationen jeweils unterschiedliche Geschwindigkeits- und Krafteigenschaften bieten, die für unterschiedliche Produktionsanforderungen geeignet sind.
Form- und Heizsystem
Die Form ist das Werkzeugelement, das die Geometrie des fertigen Teils definiert. Beim Gummispritzen werden Formen erhitzt – am häufigsten mit elektrischen Heizpatronen oder zirkulierendem heißem Öl –, um eine stabile Vulkanisationstemperatur über die gesamte Hohlraumoberfläche aufrechtzuerhalten. Die Temperaturgleichmäßigkeit innerhalb der Form ist von entscheidender Bedeutung: Heiße Stellen führen zu einer Überhärtung und einer Verschlechterung der Materialeigenschaften, während kalte Stellen zu einer unzureichenden Aushärtung von Teilen führen, die im Betrieb versagen. Hochwertige Formen verfügen über Temperatursensoren, die in der Nähe jeder Kavität positioniert sind, um eine Überwachung und Korrektur in Echtzeit während der Produktion zu ermöglichen.
Kontrollsystem
Moderne Gummispritzgießmaschinen sind mit SPS- oder PC-basierten Steuerungssystemen ausgestattet, die es dem Bediener ermöglichen, vollständige Prozessrezepte zu programmieren und zu speichern, die Zylindertemperaturzonen, Einspritzgeschwindigkeitsprofile, Einspritzdruck, Nachdruck, Aushärtezeit, Formtemperatur und Auswurfsequenz abdecken. Die Möglichkeit, Rezepte zu speichern und abzurufen, ist besonders wichtig in Mehrproduktanlagen, in denen Maschinen regelmäßig zwischen verschiedenen Gummimischungen und Teilegeometrien umgeschaltet werden, die jeweils unterschiedliche Parametersätze erfordern.
Wichtige Prozessparameter, die jeder Bediener kontrollieren muss
Die Qualität von Gummispritzgussteilen hängt davon ab, wie genau die Prozessparameter während eines Produktionslaufs eingestellt und eingehalten werden. Die folgenden Parameter interagieren miteinander, was bedeutet, dass eine Änderung eines Parameters häufig eine Anpassung anderer Parameter erfordert, um die Teilequalität aufrechtzuerhalten.
| Parameter | Typischer Bereich | Wirkung, wenn zu gering | Wirkung, wenn zu hoch |
| Fasstemperatur | 70°C – 100°C | Schlechter Durchfluss, unvollständige Füllung | Verbrennung, vorzeitige Heilung |
| Formtemperatur | 160°C – 200°C | Unteraushärtung, schwache Teile | Übermäßige Aushärtung, Oberflächenverschlechterung |
| Einspritzdruck | 80 – 200 MPa | Kurze Schüsse, Lücken | Blitz, Schimmelschäden |
| Aushärtezeit | 30 Sek. – 10 Min | Klebrige, unzureichend ausgehärtete Teile | Brüchige, überausgehärtete Teile |
| Einspritzgeschwindigkeit | Anwendungsspezifisch | Stricklinien, unvollständige Füllung | Ausstoß, Lufteinschluss |
Die Aushärtezeit ist der Parameter mit dem direktesten Einfluss auf die Zykluszeit und damit auf die Produktionsleistung. Sie muss durch Rheometertests der jeweils verwendeten Gummimischung bestimmt werden, da verschiedene Formulierungen – Naturkautschuk, EPDM, Silikon, NBR, Neopren – jeweils ihre eigene Vulkanisationskinetik haben. Der Versuch, die Aushärtezeit über das hinaus zu verkürzen, was die Chemie der Verbindung zulässt, führt zu unzureichend ausgehärteten Teilen, die zwar die Erstinspektion bestehen, aber im Betrieb vorzeitig ausfallen.
Branchen und Anwendungen, in denen diese Maschinen eingesetzt werden
Gummispritzgussmaschinen bedienen ein breites Spektrum an Branchen, in denen gleichzeitig enge Maßtoleranzen, konstante Materialeigenschaften und hohe Produktionsmengen erforderlich sind. Der Automobilsektor macht einen großen Teil der weltweiten Gummispritzgusskapazität aus und produziert Dichtungen, Dichtungen, Tüllen, Schwingungsdämpfer, O-Ringe und Dichtungsstreifen – Komponenten, die über extreme Temperaturbereiche hinweg zuverlässig funktionieren und eine lange Lebensdauer haben müssen. Gummiteile in Automobilqualität werden typischerweise aus EPDM, NBR oder Silikonmischungen geformt, die aufgrund ihrer Beständigkeit gegenüber bestimmten Flüssigkeiten, Temperaturen und Umgebungsbedingungen ausgewählt werden.
Die Medizingeräteindustrie ist ein weiterer wichtiger Anwender des Gummispritzgusses, insbesondere für Silikonkomponenten. Das Spritzgießen von flüssigem Silikonkautschuk (LSR) ist eine spezielle Variante des Prozesses, der zweikomponentige platingehärtete Silikonsysteme verarbeitet und Teile wie chirurgische Dichtungen, Katheterkomponenten, Atemmasken und Komponenten für Arzneimittelverabreichungsgeräte herstellt. Das LSR-Spritzgießen erfordert spezielle Maschinenkonfigurationen mit gekühlten Einspritzzylindern – das Gegenteil zum herkömmlichen Gummispritzen –, da das Material bei den Formtemperaturen schnell aushärtet, im Zylinder jedoch kalt gehalten werden muss, um eine vorzeitige Gelierung zu verhindern.
- Automobil: Tür- und Fensterdichtungen, Motordichtungen, Vibrationsisolatoren, Bremskomponenten, Schlauchanschlüsse und Tüllen unter der Motorhaube, die Hitze- und Flüssigkeitsbeständigkeit erfordern.
- Medizin und Pharma: Silikonstopfen für Fläschchen, Spritzenkomponenten, implantierbare Dichtungen, Membranen für Beatmungsgeräte und Flüssigkeitsmanagementkomponenten, die Biokompatibilität und Sterilisationsbeständigkeit erfordern.
- Elektronik: Tastaturtasten, Steckerdichtungen, vibrationsdämpfende Pads und Gehäusedichtungen, die Leiterplatten vor Feuchtigkeit und mechanischen Stößen schützen.
- Industriemaschinen: Hydraulikdichtungen, pneumatische O-Ringe, Förderbandkomponenten, Pumpenmembranen und Kupplungselemente, die unter ständiger mechanischer Belastung arbeiten.
- Konsumgüter: Schuhsohlen, Griffe, Dichtungen für Küchengeräte, Komponenten für Babyprodukte und Teile für Sportartikel, bei denen es sowohl auf haptische Qualität als auch auf Haltbarkeit ankommt.
Vergleich von Gummispritzguss mit Transfer- und Formpressen
Gummispritzguss ist nicht das einzige Verfahren zur Herstellung von Gummiteilen. Transferformen und Formpressen sind ältere, einfachere Alternativen, die nach wie vor weit verbreitet sind. Wenn Hersteller wissen, wo sich die einzelnen Prozesse auszeichnen, können sie die richtige Methode für eine bestimmte Teilegeometrie, einen bestimmten Volumenbedarf und ein bestimmtes Budget auswählen.
Beim Formpressen wird ein vorab abgewogenes Stück unvulkanisierten Gummis direkt in einen offenen Formhohlraum eingebracht und die Form dann unter hydraulischem Druck und Hitze geschlossen. Dies ist die einfachste und kostengünstigste Werkzeugoption, erzeugt jedoch im Vergleich zum Einspritzen einen höheren Gratgrad, eine geringere Maßhaltigkeit und längere Zykluszeiten. Es bleibt praktisch für große, einfache Teile mit geringen Produktionsmengen, bei denen die Rechtfertigung der Werkzeugkosten wichtiger ist als die Effizienz der Zykluszeit. Beim Transferformen werden ein Topf und ein Kolben verwendet, um Gummi aus einem Reservoir durch Angusslöcher in eine geschlossene Form zu drücken. Dies bietet eine bessere Dimensionskontrolle als das Komprimieren, erzeugt aber immer noch Materialabfall aus dem Transfertopf, der entsorgt werden muss. Das Spritzgießen eliminiert den größten Teil dieses Abfalls, indem nur die präzise erforderliche Schussmenge eingespritzt wird, liefert die kürzesten und konsistentesten Zykluszeiten und erzeugt die höchste Maßgenauigkeit – was es zum bevorzugten Verfahren macht, wenn Teilemengen und Qualitätsanforderungen die höhere Maschineninvestition rechtfertigen.

Worauf Sie bei der Auswahl einer Gummispritzgießmaschine achten sollten
Die Auswahl der richtigen Gummispritzgießmaschine für eine bestimmte Anwendung erfordert die Bewertung mehrerer voneinander abhängiger Spezifikationen, anstatt sich isoliert auf eine einzelne Zahl wie Schließkraft oder Schussgröße zu konzentrieren.
- Spannkraft: Berechnen Sie die erforderliche Schließkraft basierend auf der projizierten Kavitätsfläche und dem erwarteten Einspritzdruck. Berücksichtigen Sie immer eine Sicherheitsmarge von mindestens 10–15 % über dem berechneten Minimum, um Prozessschwankungen Rechnung zu tragen.
- Schussvolumen und Schneckendurchmesser: Die Schusskapazität der Maschine muss das Teilegewicht plus das Angusssystemgewicht problemlos aufnehmen können, ohne 80 % des maximalen Schussvolumens zu überschreiten, was eine gleichmäßige Materialhomogenisierung bei jedem Zyklus gewährleistet.
- Brandsicherheit: Bewerten Sie das Zylinderdesign und die Präzision der Temperaturregelung der Maschine. Maschinen, die für hitzeempfindliche oder schnell aushärtende Verbindungen vorgesehen sind, benötigen eine präzise Temperaturregelung im Zylinder und Schneckenkonstruktionen mit kurzer Verweilzeit, um ein Anbrennen zu verhindern.
- Formplattengröße und Tageslicht: Stellen Sie sicher, dass die Plattenabmessungen der Maschine und der maximale Formöffnungsabstand (Tageslicht) mit den Formabmessungen und der Teilehöhe beim Auswerfen kompatibel sind.
- Steuerungssystemfähigkeit: Priorisieren Sie bei Mehrproduktanlagen Maschinen mit Rezepturspeicherung, Prozessdatenprotokollierung und Fernüberwachungsfunktion, um eine qualitativ hochwertige Rückverfolgbarkeit zu unterstützen und die Rüstzeit zwischen Aufträgen zu verkürzen.