Was ist eine Vakuum-Gummivulkanisiermaschine und wie funktioniert sie?
A Vakuum-Gummivulkanisiermaschine ist ein spezielles Industriegerät, das kontrollierte Hitze, Druck und eine Vakuumumgebung nutzt, um rohen oder zusammengesetzten Gummi chemisch in seine endgültige, dauerhafte Form auszuhärten. Die Vulkanisation selbst ist der Prozess, bei dem Polymerketten im Gummi vernetzt werden – typischerweise durch Härtungssysteme auf Schwefel- oder Peroxidbasis – wodurch weicher, klebriger und forminstabiler Rohkautschuk in ein Material mit hoher Elastizität, Zugfestigkeit, Abriebfestigkeit und thermischer Stabilität umgewandelt wird. Die Hinzufügung von Vakuum zum Vulkanisierungsprozess unterscheidet diese Maschinenklasse von herkömmlichen Press- oder Autoklaven-Härtungsgeräten.
In einer Standard-Vulkanisierpresse kann während der Schließphase Luft zwischen der Gummimischung und der Formoberfläche eingeschlossen werden, was zu Hohlräumen, Blasenbildung auf der Oberfläche, unvollständiger Füllung feiner Detailbereiche und einer inkonsistenten Dichte im gesamten Teil führt. Eine Vakuum-Gummivulkanisiermaschine evakuiert diese Luft vor und während des Formzyklus, indem sie in einer versiegelten Kammer, die die Form umgibt, ein Vakuum erzeugt. Wenn der atmosphärische Druck entfernt wird, fließt der Gummi gleichmäßig in jede Kontur der Form, in der Verbindung gelöste Gase werden abgesaugt und das resultierende ausgehärtete Teil erreicht eine dichtere, gleichmäßigere Mikrostruktur mit einer besseren Oberflächenbeschaffenheit im Vergleich zur Aushärtung ohne Vakuum.
Der Betriebszyklus einer Vakuumvulkanisiermaschine folgt im Allgemeinen einer festen Reihenfolge: Die Gummiladung wird in die Form geladen, die Form wird geschlossen und in der Vakuumkammer abgedichtet, die Vakuumpumpe evakuiert die Kammer auf einen angestrebten Unterdruck – typischerweise zwischen -0,08 MPa und -0,1 MPa – und dann werden gleichzeitig Wärme und hydraulischer oder pneumatischer Druck angewendet, um das Teil auszuhärten. Die Zykluszeiten variieren je nach Gummimischung, Teilewandstärke und Aushärtetemperatur, die bei den meisten industriellen Elastomeren typischerweise zwischen 140 °C und 200 °C liegt, zwischen einigen Minuten und über einer Stunde.

Kernkomponenten und ihre Funktionen
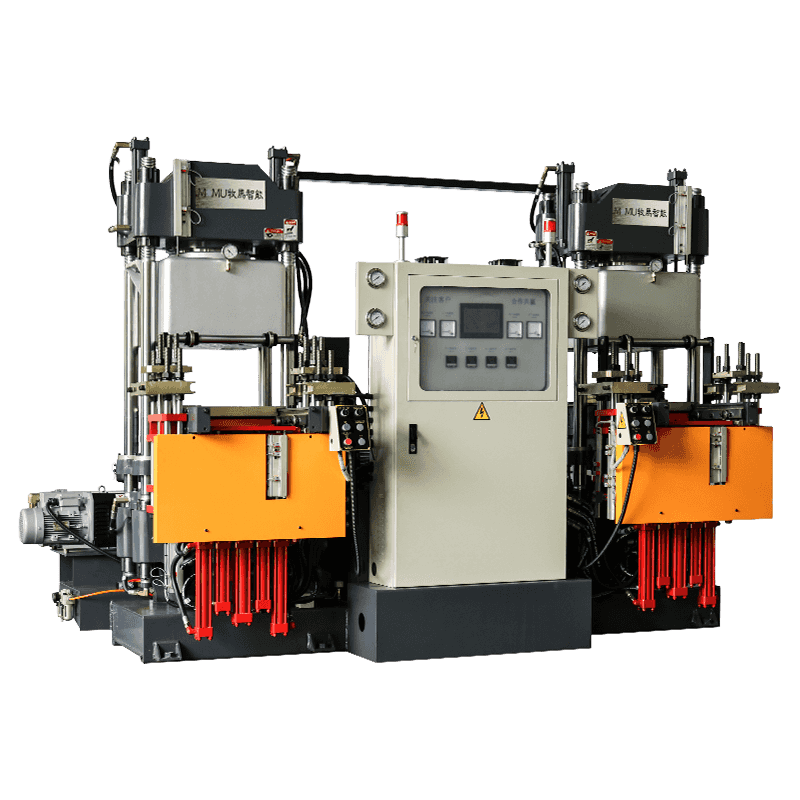
Das Verständnis der mechanischen Architektur einer Vakuum-Gummivulkanisiermaschine hilft Ingenieuren und Beschaffungsteams dabei, die Qualität der Ausrüstung zu bewerten, Leistungsprobleme zu beheben und Maschinen richtig für ihre Produktionsanforderungen zu spezifizieren. Die wichtigsten funktionalen Teilsysteme sind eng integriert und spielen jeweils eine direkte Rolle für die Produktqualität.
Heizplatten und Temperaturkontrollsystem
Die Heizplatten sind die primären Wärmeübertragungsflächen, die die Form umgeben und während der Aushärtung Wärmeenergie in die Gummimischung leiten. Bei den meisten Vakuumvulkanisiermaschinen werden die Platten durch elektrische Widerstandselemente erhitzt, die in Platten aus bearbeitetem Stahl oder Gusseisen eingebettet sind. Dampfbeheizte Platten werden jedoch auch in Produktionsumgebungen mit hohem Volumen verwendet, in denen eine zentrale Dampfversorgung verfügbar ist. Eine präzise, gleichmäßige Temperaturverteilung über die Plattenoberfläche ist von entscheidender Bedeutung – Temperaturschwankungen von mehr als ±3 °C zwischen den Zonen können zu ungleichmäßigen Aushärtungszuständen innerhalb des Teils führen, wodurch Bereiche mit Unteraushärtung (weich, schwach) sowie Bereiche mit Überaushärtung (spröde, degradiert) entstehen. Moderne Maschinen verwenden PID-Temperaturregler (Proportional-Integral-Derivativ) mit mehreren unabhängigen Heizzonen und Thermoelement-Rückmeldung, um eine hohe thermische Gleichmäßigkeit während des gesamten Zyklus aufrechtzuerhalten.
Vakuumsystem und Versiegelungskammer
Das Vakuumsystem besteht aus einer Vakuumpumpe – typischerweise einer Drehschieber- oder Trockenschneckenpumpe –, die mit einer versiegelten Kammer verbunden ist, die den Formbereich umschließt. Die Dichtungsintegrität dieser Kammer ist einer der kritischsten Qualitätsparameter der Maschine: Jedes Leck in den Kammerdichtungen, Türdichtungen oder Plattenschnittstellen begrenzt das erreichbare Vakuumniveau und ermöglicht das Eindringen von Luft während des Aushärtungszyklus. Hochwertige Maschinen verwenden verstärkte Silikon- oder Fluorelastomerdichtungen, die für den Dauerbetrieb bei Aushärtungstemperaturen ausgelegt sind. Der Vakuumpegel wird durch ein Vakuummessgerät überwacht und durch ein automatisiertes Ventilsystem gesteuert, das den Zieldruck von der ersten Evakuierung bis zur gesamten Aushärtezeit aufrechterhält.
Hydraulisches oder pneumatisches Presssystem
Die Schließkraft wird über einen Hydraulikzylinder oder einen pneumatischen Aktuator auf die Form ausgeübt, der die obere Platte nach unten gegen die untere Platte drückt. Der Klemmdruck muss ausreichen, um die Formhälften gegen den Innendruck geschlossen zu halten, der von der Gummimischung erzeugt wird, wenn diese während der Aushärtung erhitzt, erweicht und fließt. Unzureichender Klemmdruck verursacht Grate – dünne Rippen aus vulkanisiertem Gummi, die zwischen den Formtrennlinien herausgequetscht werden – während übermäßiger Druck feine Formdetails beschädigen oder dünnwandige Formhohlräume verformen kann. Hydrauliksysteme bieten eine präzisere und einstellbarere Druckregelung und werden für Produktionsmaschinen bevorzugt. Die Spannkräfte reichen typischerweise von einigen Tonnen bei kleinen Labormaschinen bis zu mehreren Hundert Tonnen bei großen Industriepressen für Automobil- und Industriedichtungskomponenten.
Vorteile der Vakuumhärtung gegenüber der konventionellen Vulkanisierung
Die Entscheidung, in die Vakuumvulkanisationstechnologie anstelle einer herkömmlichen Presse zu investieren, ist auf die messbaren Qualitätsverbesserungen und Prozesseffizienzen zurückzuführen, die sie für eine breite Palette von Gummiprodukten bietet. Die folgenden Vorteile werden von Herstellern, die vom Standardpressen zur Vakuumhärtung übergegangen sind, immer wieder berichtet:
- Beseitigung nichtiger Mängel: Eingeschlossene Luft und flüchtige Gase werden vor Beginn der Aushärtung entfernt, wodurch die Porosität und Blasenfehler beseitigt werden, die bei herkömmlich gepressten Gummiteilen häufig auftreten, insbesondere bei dicken Querschnitten und geschlossenen Hohlraumgeometrien.
- Hervorragende Oberflächenbeschaffenheit: Da zwischen der Mischung und der Formoberfläche keine Luftbarriere besteht, reproduziert der Gummi die feine Formtextur und die Details mit viel größerer Genauigkeit und erzeugt Teile mit glatteren, gleichmäßigeren Oberflächen, die weniger Nachbearbeitung nach dem Aushärten erfordern.
- Verbesserte mechanische Eigenschaften: Unter Vakuum ausgehärtete Teile weisen eine höhere Zugfestigkeit, eine bessere Bruchdehnung und eine gleichmäßigere Härte auf, da sich das Polymernetzwerk ohne interne Diskontinuitäten bildet, die durch eingeschlossenes Gas verursacht werden.
- Besserer Mischungsfluss und bessere Formfüllung: Der vakuumunterstützte Fluss ermöglicht es Gummimischungen, komplexe Formgeometrien – einschließlich Hinterschnitte, dünne Rippen und Durchgänge mit kleinem Durchmesser – vollständig auszufüllen, in denen Luft eingeschlossen werden würde, was unter Bedingungen ohne Vakuum zu kurzen Schüssen führen würde.
- Niedrigere Ausschuss- und Ausschussraten: Die Kombination aus Fehlerbeseitigung und konsequenter Prozesskontrolle reduziert direkt den Prozentsatz der Teile, die bei der Qualitätsprüfung abgelehnt werden, wodurch die Ausbeute verbessert und Materialverschwendung reduziert wird.
- Kompatibilität mit empfindlichen Verbindungen: Bestimmte Spezialkautschukmischungen – darunter Silikon-, Fluorelastomer- (FKM) und EPDM-Formulierungen – enthalten Weichmacher oder Verarbeitungshilfsmittel mit niedrigem Siedepunkt, die sich unter atmosphärischen Aushärtungsbedingungen verflüchtigen und Defekte verursachen können. Durch die Vakuumhärtung werden diese flüchtigen Stoffe effektiv bekämpft.
Branchen und Anwendungen, die auf Vakuumvulkanisierung angewiesen sind
Vakuum-Gummivulkanisiermaschinen werden in einer Vielzahl von Branchen eingesetzt, in denen Maßgenauigkeit, Oberflächenqualität und innere Integrität von Gummikomponenten nicht verhandelbar sind. Die folgenden Branchen stellen die Hauptanwendungsbereiche dar:
- Automotive-Dichtungssysteme: Türdichtungen, Fensterkanaldichtungen, Motordichtungen, O-Ringe und vibrationsdämpfende Halterungen erfordern fehlerfreien vulkanisierten Gummi mit engen Maßtoleranzen. Die Vakuumhärtung ist bei Premium-Automobildichtungsanwendungen gängige Praxis.
- Luft- und Raumfahrt und Verteidigung: Dichtungen für Flugzeugtreibstoffsysteme, hydraulische O-Ringe und Schwingungsisolatoren aus Fluorelastomer oder Silikon werden routinemäßig vakuumgehärtet, um strenge Luft- und Raumfahrtqualitätsstandards zu erfüllen, die interne Hohlräume in strukturellen Elastomerkomponenten verbieten.
- Medizinische und pharmazeutische Ausrüstung: Silikonmembranen, Diaphragmen, Schlauchkomponenten und Dichtungen, die in medizinischen Geräten und pharmazeutischen Verarbeitungsanlagen verwendet werden, müssen frei von innerer Porosität sein, die Verunreinigungen beherbergen oder die mechanische Leistung im kritischen Betrieb beeinträchtigen könnte.
- Elektronik und elektrische Isolierung: Gummitastaturen, Steckerdichtungen, Kabelisolationskomponenten und Silikonverkapselungsteile für die Elektronik erfordern die gleichbleibenden dielektrischen Eigenschaften und Oberflächenqualität, die die Vakuumhärtung liefert.
- Schuhherstellung: Vakuumvulkanisiermaschinen werden häufig bei der Herstellung von Schuhsohlen eingesetzt – insbesondere bei EVA- und Gummilaufsohlen –, wo Lufteinschlüsse zu Schwachstellen in der Sohlenstruktur führen und die Verbindung zwischen den Schichten beeinträchtigen würden.
- Industriewalzen und -beläge: Gummibeschichtete Walzen für den Druck, die Textilverarbeitung und die Papierherstellung werden vakuumgehärtet, um eine vollständige Haftung des Gummis am Metallkern und eine gleichmäßige Härte auf der Walzenoberfläche zu gewährleisten.
Typen und Konfigurationen von Vakuumvulkanisiermaschinen
Vakuum-Gummivulkanisiermaschinen sind in verschiedenen Konfigurationen erhältlich, die für unterschiedliche Produktionsmaßstäbe, Teilegrößen und Prozessanforderungen geeignet sind. Die Auswahl der richtigen Konfiguration ist ein wichtiger Schritt bei der Gerätespezifikation.
| Maschinentyp | Konfiguration | Am besten geeignet für |
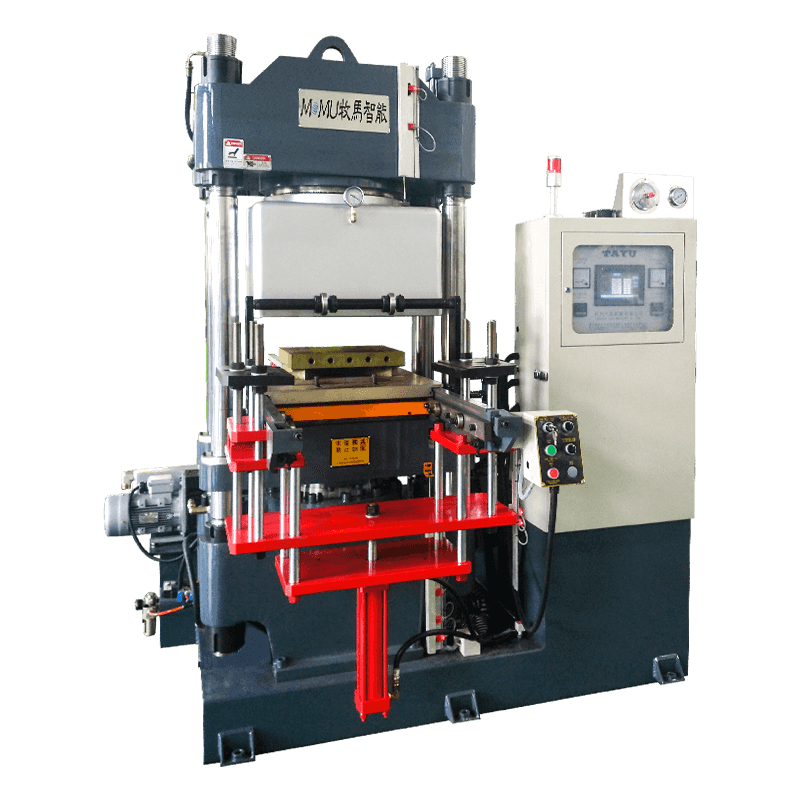
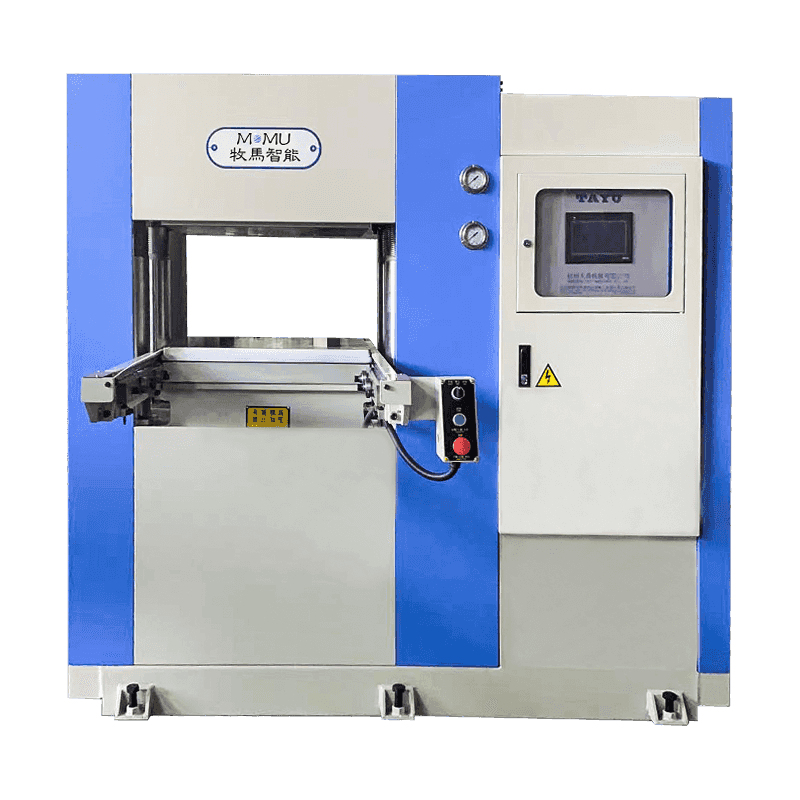
| Einetagen-Vakuumpresse | Eine Formöffnung zwischen zwei beheizten Aufspannplatten | Kleine bis mittlere Teile, Labor- und Prototypenarbeiten |
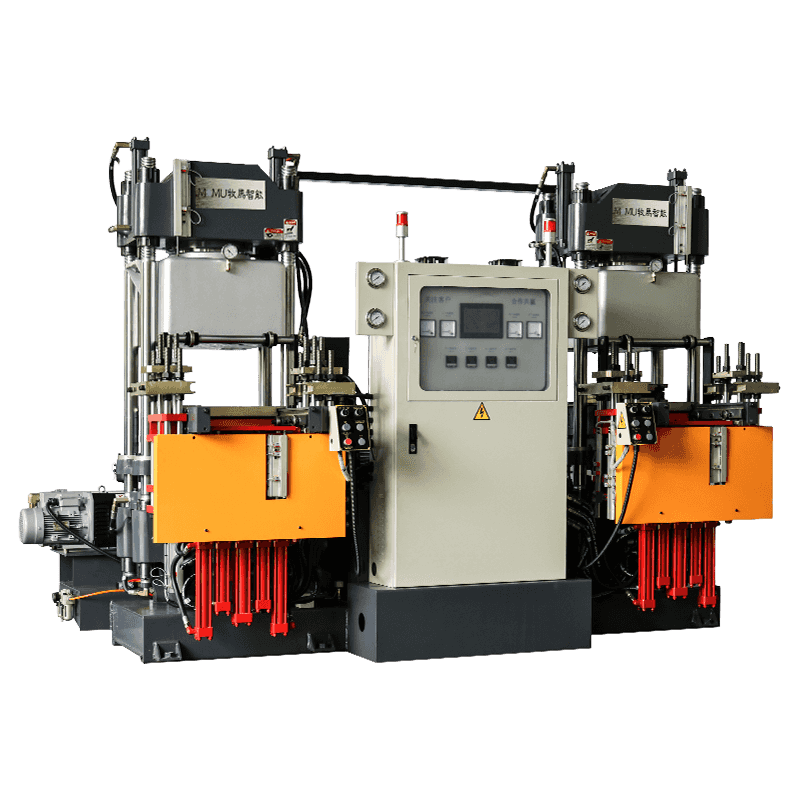
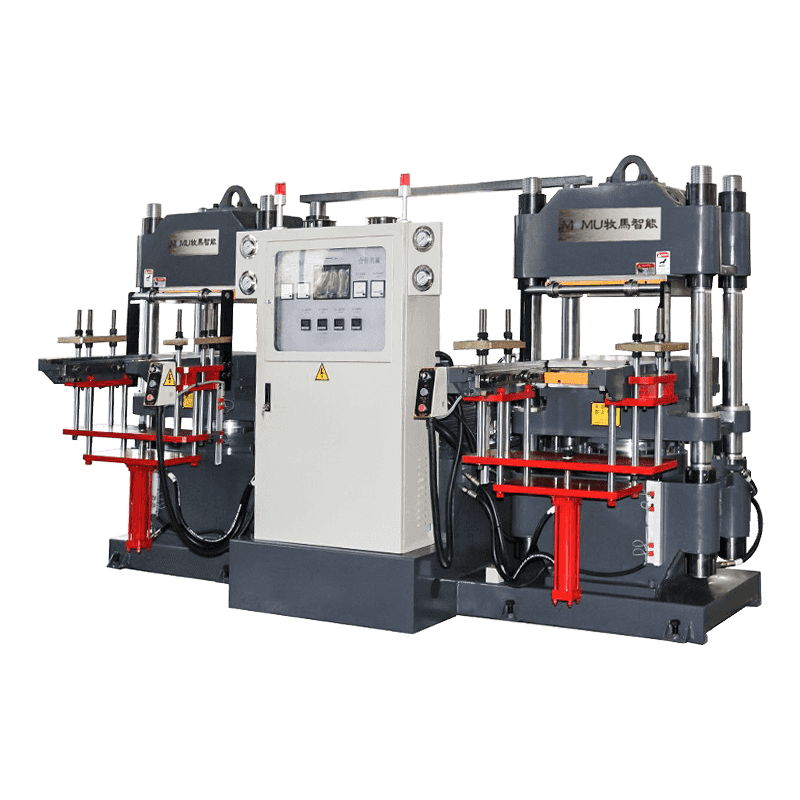
| Mehretagen-Vakuumpresse | Mehrere Formenebenen gleichzeitig ausgehärtet | Großvolumige Flachteile, Plattenware, Schuhsohlen |
| Vakuumbeutel-/Autoklavensystem | Der flexible Vakuumbeutel umschließt das Teil in der beheizten Kammer | Große, komplex geformte Teile und Verbundgummilaminate |
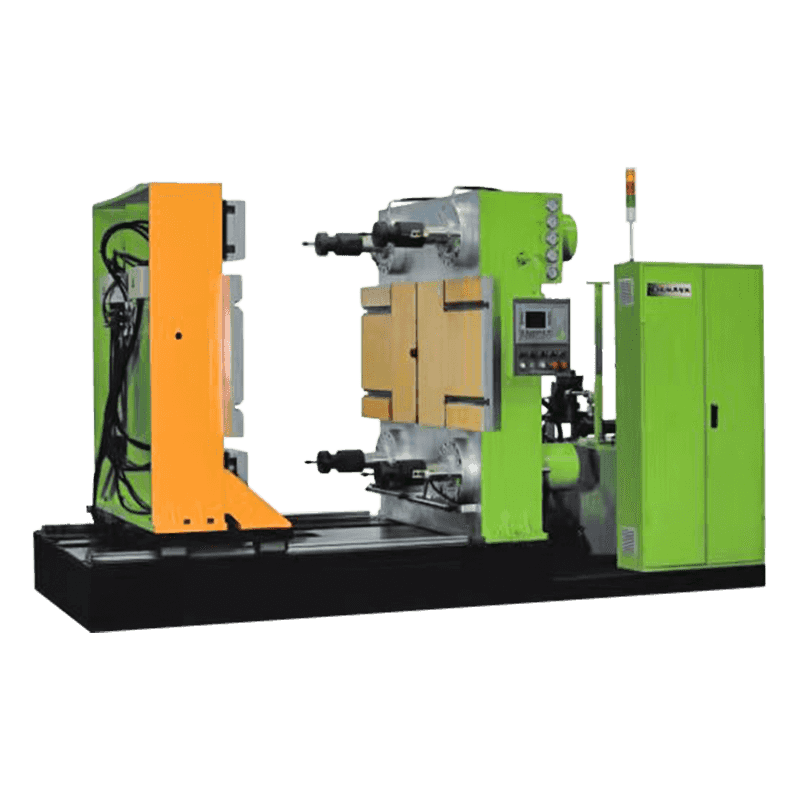
| Rotations-Vakuumvulkanisiermaschine | Formrotation im Karussellstil durch Aushärtestationen | Kontinuierliche Hochleistungsproduktion kleiner einheitlicher Teile |
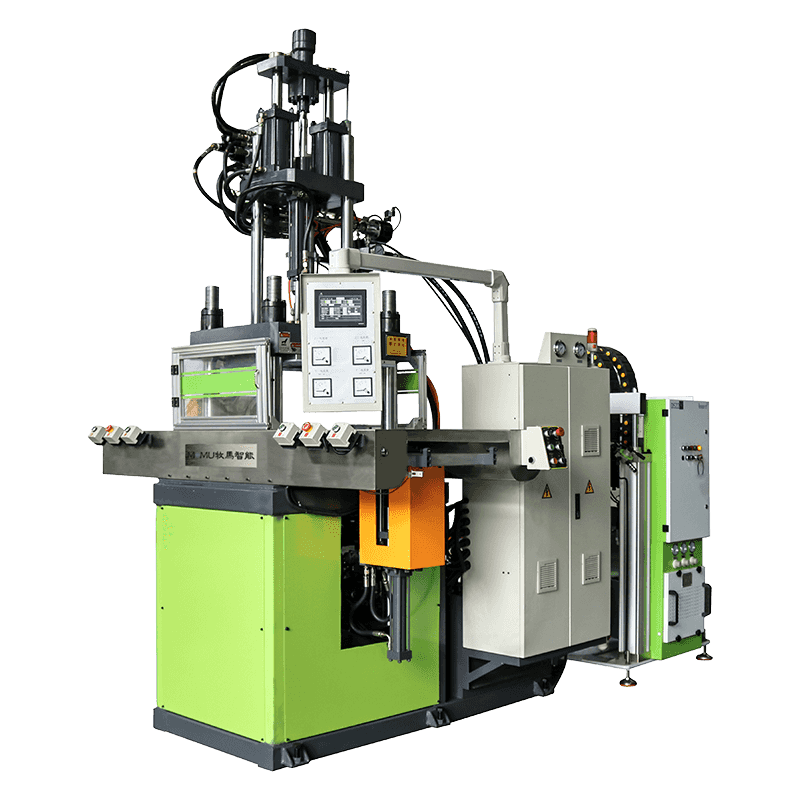
| Injektions-Vakuum-Vulkanisierpresse | Kombiniert Vakuumkammer mit Gummispritzeinheit | Präzisionsspritzgussdichtungen und technische Gummiteile |
Wichtige Faktoren, die beim Kauf einer Vakuum-Gummivulkanisiermaschine zu berücksichtigen sind
Die Investition in eine Vakuumvulkanisiermaschine ist eine wichtige Kapitalentscheidung, und der Spezifikationsprozess erfordert eine sorgfältige Bewertung sowohl der aktuellen Produktionsanforderungen als auch der prognostizierten zukünftigen Anforderungen. Ein überstürzter Auswahlprozess oder die ausschließliche Konzentration auf den Preis führt häufig dazu, dass die Ausrüstung leistungsschwach ist, kostspielige Upgrades erfordert oder die von wichtigen Kunden geforderten Qualitätszertifizierungen nicht erfüllt.
Plattengröße und Klemmkraft
Die Plattenabmessungen müssen für die größte Form geeignet sein, die Sie verwenden möchten, und über ausreichend Spielraum um den Formumfang verfügen, um eine gleichmäßige Druckverteilung sicherzustellen. Die Klemmkraft muss auf der Grundlage des projizierten Hohlraumdrucks der Gummimischung bei Aushärtungstemperatur multipliziert mit der gesamten projizierten Fläche aller Hohlräume in der Form berechnet werden. Eine zu geringe Klemmkraft führt zu Graten; Übergroße Maschinen verbrauchen mehr Energie und Stellfläche als nötig. Fordern Sie vom Maschinenlieferanten technische Berechnungen auf der Grundlage Ihrer spezifischen Form- und Verbunddaten an, bevor Sie die Spezifikation abschließen.
Vakuumniveau und Pumpenkapazität
Das erreichbare Vakuumniveau ist ein direktes Maß dafür, wie effektiv die Maschine Luft und Gase aus der Formumgebung entfernt. Geben Sie das Zielvakuumniveau an – typischerweise -0,095 MPa oder besser für anspruchsvolle Anwendungen – und bestätigen Sie die Abpumpzeit, um dieses Niveau bei eingesetzter beladener Form zu erreichen. Die Pumpenkapazität (gemessen in m³/h oder CFM) muss auf das Volumen der Vakuumkammer zuzüglich etwaiger Totvolumina in den Verbindungsleitungen abgestimmt sein. Maschinen mit unterdimensionierten Pumpen brauchen zu lange, um das Zielvakuumniveau zu erreichen, was die Zykluszeiten verlängert und die Leistung verringert.
Steuerungssystem und Datenprotokollierung
Moderne Vakuumvulkanisiermaschinen sollten mit einer speicherprogrammierbaren Steuerung (SPS) und einer Mensch-Maschine-Schnittstelle (HMI) mit Touchscreen ausgestattet sein, die es dem Bediener ermöglicht, mehrstufige Aushärtungszyklen zu speichern und abzurufen, alle Prozessparameter in Echtzeit zu überwachen und Produktionsaufzeichnungen für eine qualitativ hochwertige Rückverfolgbarkeit zu erstellen. Für Kunden in den Lieferketten der Automobil- und Luft- und Raumfahrtindustrie ist die Datenprotokollierung von Temperatur, Druck, Vakuumniveau und Zykluszeit für jede Produktionscharge eine standardmäßige Auditanforderung. Stellen Sie vor dem Kauf sicher, dass die Steuerung der Maschine den Dokumentationsanforderungen Ihres Qualitätsmanagementsystems entspricht.
Wartungspraktiken, die die Maschinenleistung schützen
Die langfristige Zuverlässigkeit einer Vakuum-Gummivulkanisiermaschine hängt in hohem Maße von einem strukturierten Programm zur vorbeugenden Wartung ab, das sich auf die Komponenten konzentriert, die in einer Produktionsumgebung mit hohen Temperaturen und hohen Zyklen am stärksten dem Verschleiß und der Verschlechterung ausgesetzt sind.
- Inspektion der Vakuumdichtung: Die Kammertür- und Plattendichtungen sollten bei jedem Wartungsintervall auf Druckverformungsrest, Risse oder Oberflächenverunreinigungen überprüft werden. Beschädigte Dichtungen sind die häufigste Ursache für Vakuumverlust und sollten regelmäßig ausgetauscht werden, anstatt auf sichtbare Ausfälle zu warten.
- Wartung der Vakuumpumpe: Drehschieberpumpen erfordern einen regelmäßigen Ölwechsel – verunreinigtes oder abgenutztes Pumpenöl verringert die erreichbaren Vakuumniveaus erheblich. Trockenschneckenpumpen erfordern eine regelmäßige Inspektion von Rotor und Lager. Halten Sie sich strikt an die vom Hersteller empfohlenen Wartungsintervalle.
- Überprüfung der Plattenebenheit: Im Laufe der Zeit können wiederholte Temperaturwechsel und mechanische Belastung dazu führen, dass sich die Plattenoberflächen wölben oder örtlich niedrige Stellen bilden, was zu einer ungleichmäßigen Druckverteilung über die Form führt. Überprüfen Sie die Ebenheit der Druckplatte regelmäßig mit einem Präzisionslineal und einer Fühlerlehre.
- Wartung des Hydrauliksystems: Hydrauliköl sollte jährlich beprobt und auf Partikelverunreinigungen und Viskositätsverschlechterung analysiert werden. Zylinderdichtungen und Schlauchverbindungen sollten bei jedem vorbeugenden Wartungsbesuch auf Undichtigkeiten überprüft werden.
- Kalibrierung von Thermoelementen und Reglern: Die Genauigkeit der Temperaturmessung nimmt mit der Zeit ab, wenn die Thermoelementverbindungen altern. Die jährliche Kalibrierung aller Temperatursensoren anhand eines rückverfolgbaren Referenzstandards ist für die Aufrechterhaltung der Aushärtungskonsistenz und die Erfüllung der Auditanforderungen des Qualitätssystems von entscheidender Bedeutung.
Eine Vakuum-Gummivulkanisiermaschine stellt eine der technisch umfassendsten Lösungen zur Herstellung hochwertiger, fehlerfreier Gummikomponenten im Produktionsmaßstab dar. Durch die Kombination präziser thermischer Steuerung, hydraulischer Klemmung und vakuumunterstützter Entgasung in einem einzigen integrierten System werden die hartnäckigsten Qualitätsherausforderungen beim Gummiformen gelöst und Hersteller in die Lage versetzt, die immer anspruchsvolleren Spezifikationen der von ihnen bedienten Automobil-, Luft- und Raumfahrt-, Medizin- und Industriemärkte zu erfüllen.