Wie wird Silikon hergestellt? Die Chemie hinter dem Material
Silikon ist ein synthetisches Polymer, dessen Rückgrat aus abwechselnden Silizium- und Sauerstoffatomen besteht – eine Struktur, die als Siloxankette bekannt ist – und nicht aus dem Kohlenstoff-Kohlenstoff-Rückgrat, das in organischen Kunststoffen wie Polyethylen oder Polypropylen zu finden ist. Dieser grundlegende Unterschied in der molekularen Architektur verleiht Silikon seine außergewöhnliche thermische Stabilität, chemische Inertheit, Flexibilität über einen weiten Temperaturbereich und Beständigkeit gegen UV-Zersetzung. Wenn Ingenieure, Produktdesigner und Hersteller verstehen, wie Silikon von seinen ursprünglichen elementaren Ursprüngen bis hin zu einem fertigen Elastomer hergestellt wird, können sie verstehen, warum sich dieses Material so verhält und warum es anders verarbeitet wird als herkömmliche thermoplastische Harze.
Die Produktion von Silikon beginnt mit Silizium – dem zweithäufigsten Element in der Erdkruste, das hauptsächlich in Form von Siliziumdioxid (SiO₂) vorkommt, allgemein bekannt als Quarz oder Quarzsand. Entscheidend ist, dass sich das Element Silizium chemisch vom Polymer Silikon unterscheidet. Silizium in seiner Rohform ist von Natur aus nicht weich, flexibel oder unter verschiedenen Bedingungen chemisch stabil; es ist ein hartes, sprödes Metalloid. Die Umwandlung in das vielseitige Silikonpolymer, das in medizinischen Geräten, Automobildichtungen, Konsumgütern und Industriekomponenten verwendet wird, erfordert einen mehrstufigen chemischen Prozess, der kohlenstoffbasierte organische Gruppen in das Siliziumgerüst einführt und dessen Eigenschaften grundlegend verändert.

Vom Quarz zum Siliziummetall: Die erste Produktionsstufe
Der erste Schritt bei der Herstellung von Silikon ist die Reduktion von Siliziumdioxid zu Siliziummetall in metallurgischer Qualität. Dies wird in großen Lichtbogenöfen erreicht, in denen Quarzit (eine hochreine Form von Quarz) in Gegenwart von kohlenstoffreichen Reduktionsmitteln wie Kohle, Koks und Holzspänen auf Temperaturen über 1.800 °C erhitzt wird. Der Kohlenstoff reagiert mit dem Sauerstoff im Siliziumdioxid, setzt Kohlendioxid frei und hinterlässt flüssiges Siliziummetall mit einer Reinheit von etwa 98–99 %. Dieses Material ist als metallurgisches Silizium (MG-Si) bekannt und dient als kritischer Rohstoff für die Herstellung von Silikonpolymeren.
Das geschmolzene Silizium wird in Barren gegossen, abgekühlt und dann zur weiteren chemischen Verarbeitung zu Pulver oder Granulat zerkleinert. Zu diesem Zeitpunkt ist das Silizium noch weit davon entfernt, ein Polymer zu sein – es muss eine Reihe chemischer Reaktionen durchlaufen, bei denen organische Methylgruppen an die Siliziumatome gebunden werden und so die Organochlorsilan-Zwischenprodukte entstehen, die als Bausteine aller kommerziellen Silikonprodukte dienen.
Der Müller-Rochow-Prozess: Aufbau des Silikonmonomers
Die industrielle Herstellung von Silikonmonomeren wird vom Müller-Rochow-Direktverfahren dominiert, das in den 1940er Jahren unabhängig entwickelt wurde. Bei diesem Verfahren wird pulverförmiges Siliziummetall mit Methylchlorid (CH₃Cl)-Gas in Gegenwart eines Kupferkatalysators bei Temperaturen zwischen 250 °C und 350 °C umgesetzt. Bei dieser Reaktion entsteht eine Mischung von Chlorsilanverbindungen, von denen die kommerziell wichtigste Dimethyldichlorsilan ist – (CH₃)₂SiCl₂. Dieses Molekül ist das primäre Monomer, aus dem letztendlich die überwiegende Mehrheit der kommerziellen Silikone gewonnen wird.
Das im Direktverfahren hergestellte Chlorsilangemisch wird durch fraktionierte Destillation in seine einzelnen Komponenten aufgetrennt, die jeweils eine unterschiedliche Reaktivität aufweisen und bei der Hydrolyse unterschiedliche Silikonpolymerstrukturen erzeugen. Wenn Dimethyldichlorsilan Wasser ausgesetzt wird, unterliegt es einer schnellen Hydrolyse – die Chloratome werden durch Hydroxylgruppen ersetzt – und die resultierenden Silanol-Zwischenprodukte kondensieren spontan miteinander und bilden Polydimethylsiloxan (PDMS)-Ketten. Abhängig von den Reaktionsbedingungen, der Kettenlänge und der spezifischen Mischung der verwendeten Chlorsilanmonomere kann das resultierende Polymer eine niedrigviskose Flüssigkeit, ein viskoser Gummi oder ein Basispolymer mit hohem Molekulargewicht sein, das sich zum Compoundieren zu Silikonkautschuk eignet.
Compoundieren von Silikonkautschuk: Vom Basispolymer zum formbaren Material
Rohes Polydimethylsiloxan-Polymer allein ist nicht für den Spritzguss geeignet. Es muss mit einer Reihe von Additiven vermischt werden, die seine Härte, Zugfestigkeit, Dehnung, thermische Beständigkeit, Farbe und Aushärtungseigenschaften an die spezifischen Anwendungsanforderungen anpassen. In dieser Compoundierungsphase entsteht tatsächlich das funktionelle Silikonkautschukmaterial, das in Spritzgussmaschinen verwendet wird. Dabei ist eine sorgfältige Formulierung durch Materialchemiker erforderlich, die konkurrierende Eigenschaftsanforderungen mit Verarbeitungseinschränkungen abwägen.
- Verstärkende Füllstoffe: Pyrogene Kieselsäure ist der am häufigsten verwendete verstärkende Füllstoff in Silikonkautschukmischungen. Bei Zugabe von 20–50 Gew.-% erhöht pyrogene Kieselsäure die Zugfestigkeit und Reißfestigkeit drastisch, indem es mit den Polymerketten auf molekularer Ebene interagiert. Ohne Verstärkung weist reines Silikonpolymer eine sehr geringe mechanische Festigkeit auf.
- Vernetzungsmittel: Um das lineare oder leicht verzweigte Silikonpolymer in ein dreidimensionales Elastomernetzwerk umzuwandeln, müssen Vernetzungsmittel eingearbeitet werden. Für hochkonsistenten Kautschuk (HCR), der beim konventionellen Spritzgießen verwendet wird, sind organische Peroxide der traditionelle Vernetzer. Für flüssigen Silikonkautschuk (LSR) ist ein platinkatalysiertes Additionsvernetzungssystem Standard, das schnellere Aushärtungszyklen und eine hervorragende Eigenschaftskonsistenz bietet.
- Pigmente und Farbstoffe: Silikon ist von Natur aus durchscheinend und nimmt Pigmentierungen problemlos an. Beim Compoundieren werden Eisenoxid, Titandioxid und organische Pigmente eingearbeitet, um das gesamte Farbspektrum zu erzeugen, das von Herstellern von Konsumgütern und medizinischen Geräten gefordert wird.
- Verarbeitungshilfsmittel: Kleine Zugaben von Verarbeitungshilfsmitteln wie Silikonölen oder Wachsen verbessern das Fließverhalten der Masse beim Spritzgießen, reduzieren den Einspritzdruckbedarf und verbessern die Formfüllung bei komplexen Hohlraumgeometrien.
- Funktionelle Zusatzstoffe: Abhängig von der Endanwendung können zusätzliche Wirkstoffe eingearbeitet werden – Flammschutzmittel für elektrische Isolierkomponenten, antimikrobielle Wirkstoffe für medizinische und Lebensmittelkontaktprodukte oder thermische Stabilisatoren für Hochtemperaturanwendungen.
Beim Spritzgießen verwendete Silikonarten: HCR vs. LSR
In Spritzgussmaschinen werden zwei unterschiedliche Formen von Silikonkautschuk verarbeitet, die sich erheblich in ihrem Aggregatzustand, ihrem Verarbeitungsverhalten und der für ihre Verarbeitung erforderlichen Maschinenart unterscheiden. Die Wahl zwischen hochkonsistentem Gummi (HCR) und flüssigem Silikonkautschuk (LSR) ist eine der folgenreichsten Materialentscheidungen bei der Entwicklung von Silikonprodukten und wirkt sich direkt auf die Teilequalität, die Zykluszeit, das Werkzeugdesign und die Produktionsökonomie aus.
Hochkonsistenzkautschuk (HCR)
HCR ist bei Raumtemperatur ein festes, kittartiges Material mit einer Konsistenz, die einem steifen Brotteig ähnelt. Es hat ein hohes Molekulargewicht – typischerweise über eine Million g/mol – und muss vorgewärmt und bearbeitet werden, bevor es ausreichend fließt, um in einen Formhohlraum eingespritzt zu werden. HCR-Verbindungen werden typischerweise mit organischen Peroxiden bei Temperaturen von 150–200 °C ausgehärtet. Oft ist eine Nachhärtung bei erhöhten Temperaturen erforderlich, um die mechanischen Eigenschaften vollständig zu entwickeln und verbleibende Nebenprodukte der Peroxidzersetzung zu entfernen. HCR hat sich bei der Herstellung von Dichtungen, Dichtungen, Schläuchen und Kabelgarnituren bewährt und kann auf modifizierten Gummispritzgussmaschinen oder Formpressen verarbeitet werden.
Flüssigsilikonkautschuk (LSR)
LSR ist ein pumpbares Flüssigkeitssystem mit zwei Komponenten, das in separaten Fässern geliefert wird. Komponente A enthält das Basispolymer und den Platinkatalysator, während Komponente B das Basispolymer und den Vernetzer (typischerweise eine Silikonhydridverbindung) enthält. Die beiden Komponenten werden im präzisen Verhältnis 1:1 dosiert, in einem statischen oder dynamischen Mischer gemischt und in eine beheizte Form eingespritzt, wo die platinkatalysierte Additionshärtungsreaktion schnell abläuft, typischerweise innerhalb von 10–60 Sekunden bei Formtemperaturen von 150–220 °C. LSR erzeugt keine Härtungsnebenprodukte, erfordert keine Nachhärtung und liefert eine außergewöhnliche Teilekonsistenz mit Maßgenauigkeit, die mit HCR nur schwer zu erreichen ist. Es ist das bevorzugte Material für die Massenproduktion von medizinischen Geräten, Säuglingspflegeprodukten, tragbaren Technologiekomponenten und Präzisionsindustriedichtungen.
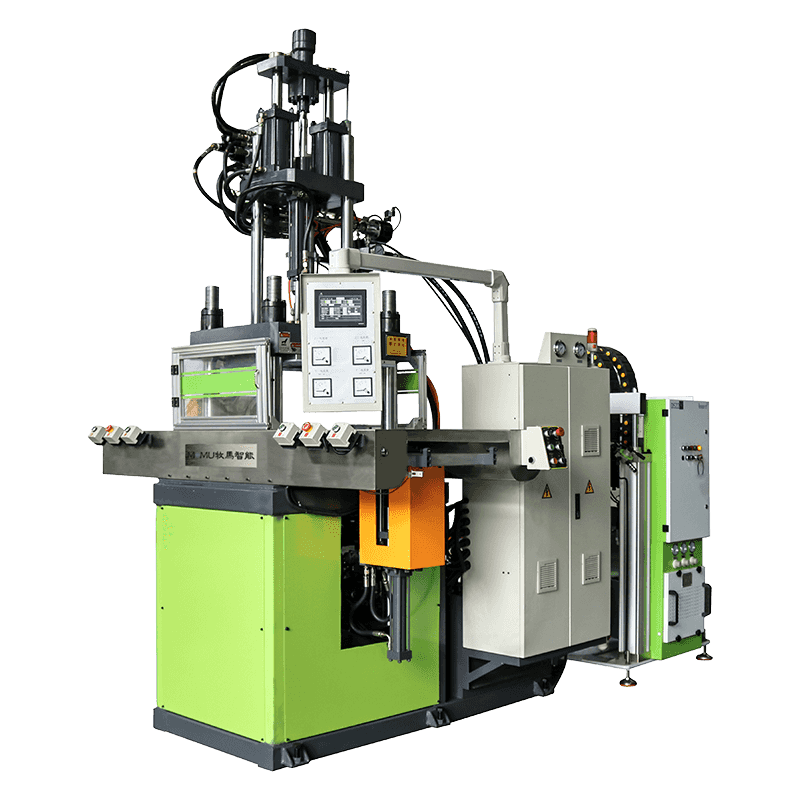
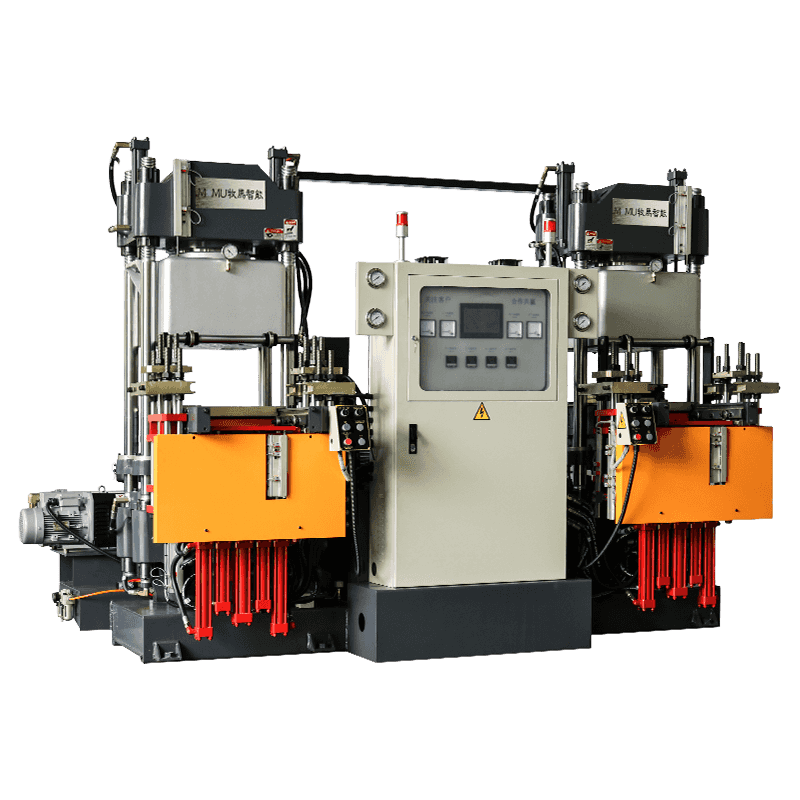
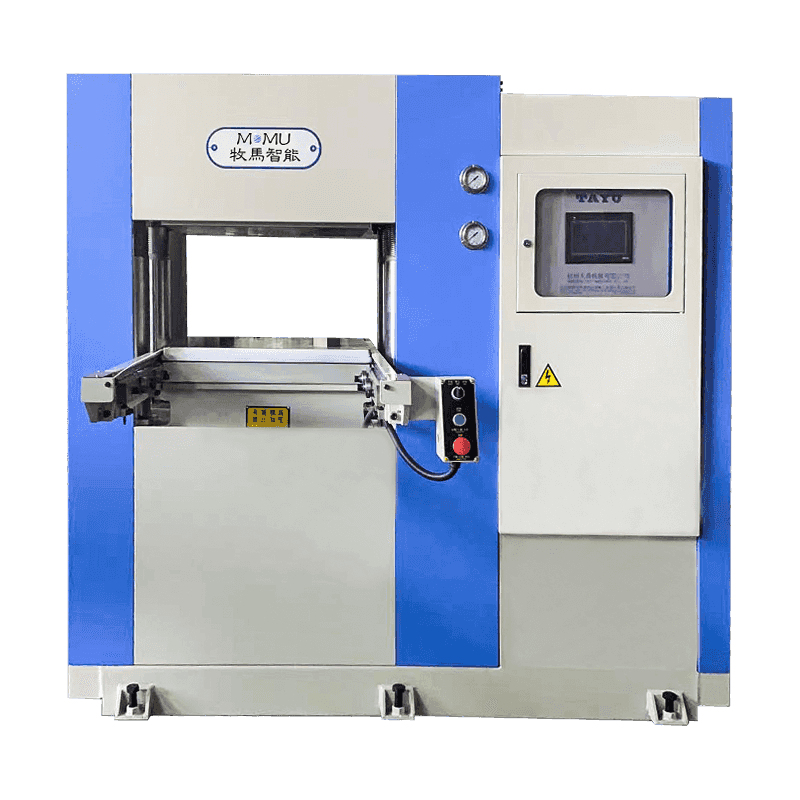
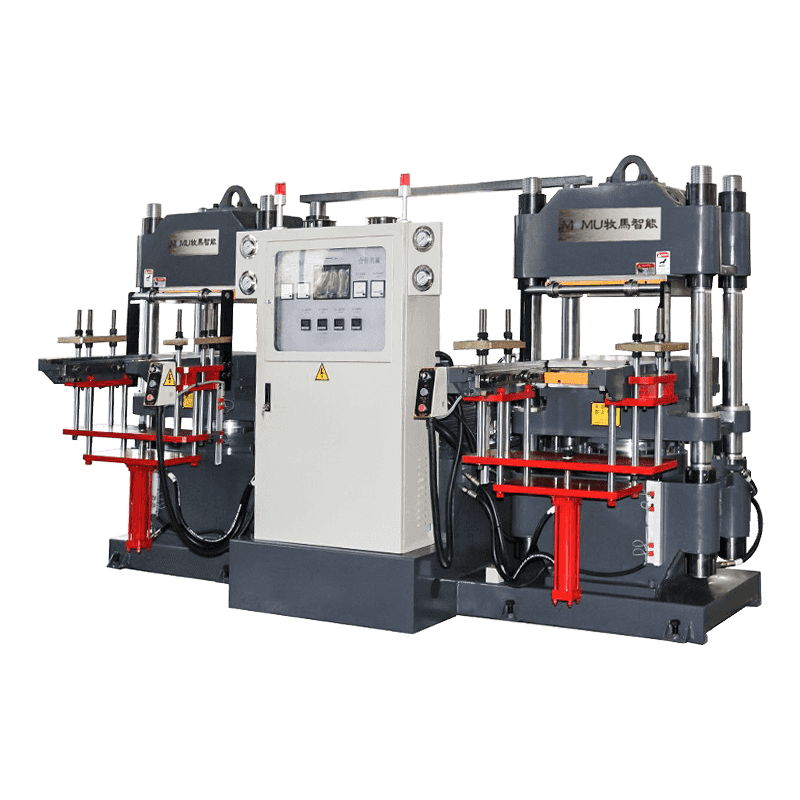
So funktioniert eine Silikon-/Gummi-Spritzgussmaschine
Ein Silikon-bzw Gummispritzgießmaschine unterscheidet sich in mehreren entscheidenden Punkten grundlegend von einer Standard-Thermoplast-Spritzgussmaschine, was auf die duroplastische Natur von Silikon und Gummi zurückzuführen ist – Materialien, die beim Erhitzen irreversibel aushärten, anstatt beim Erhitzen weich zu werden, wie dies bei Thermoplasten der Fall ist. In einer thermoplastischen Maschine werden Zylinder und Schnecke erhitzt, um das Material zu schmelzen, und die Form wird gekühlt, um das Teil zu verfestigen. In einer Silikon-/Gummi-Spritzgussmaschine muss das Material im gesamten Injektionssystem kalt gehalten werden, um eine vorzeitige Aushärtung zu verhindern, während die Form erhitzt wird, um die Vulkanisation auszulösen und abzuschließen.
Für die LSR-Verarbeitung ist die Einspritzeinheit mit einem Zweikomponenten-Dosier- und Mischsystem ausgestattet, das mit Präzisions-Zahnradpumpen Material aus den beiden Fässern ansaugt, über eine statische Mischeranordnung im richtigen Verhältnis mischt und das gemischte Material in ein kaltes Einspritzrohr fördert. Die Zylinder- und Schneckenbaugruppe wird gekühlt – typischerweise mit gekühltem Wasser bei 5–15 °C –, um das LSR während des Injektionszyklus unter seiner Aktivierungstemperatur zu halten. Wenn das Material in die erhitzte Form (150–220 °C) eingespritzt wird, aktiviert der dramatische Temperaturanstieg den Platinkatalysator und die Aushärtungsreaktion läuft in Sekundenschnelle ab.
Schlüsselkomponenten einer Silikon-/Gummi-Spritzgussmaschine
| Komponente | Funktion | Schlüsselspezifikation |
| Zweikomponenten-Dosiergerät | Dosiert und pumpt die LSR-Komponenten A und B genau | Verhältnisgenauigkeit ±0,5 % oder besser |
| Statischer/dynamischer Mixer | Mischt A- und B-Komponenten vor der Injektion homogen | Mischeffizienz, geringe Schererwärmung |
| Kalteinspritzzylinder und Schnecke | Fördert und injiziert Material und verhindert gleichzeitig eine vorzeitige Aushärtung | Kaltwasserkühlung, 5–15 °C |
| Beheizte Schließeinheit und Form | Hält die Form unter Druck geschlossen und liefert Aushärtewärme | 150–220°C, Schließkraft pro Kavität |
| Kaltkanalsystem | Fördert Material in Hohlräume, ohne dass ausgehärteter Anguss verschwendet wird | Nahezu kein Abfall, thermisch isoliert |
| Steuerungssystem (CNC/SPS) | Verwaltet Einspritzgeschwindigkeit, Druck, Temperatur und Zeitpunkt | Prozesswiederholbarkeit, Datenprotokollierung |
Spezifische Überlegungen zum Formdesign für das Silikonspritzgießen
Beim Formendesign für das Silikonspritzgießen müssen Faktoren sorgfältig berücksichtigt werden, die sich erheblich von denen thermoplastischer Werkzeuge unterscheiden. Die niedrige Viskosität von Silikon in LSR-Form – oft im Vergleich zu Sahne- oder Pfannkuchenteig – bedeutet, dass es leicht in den kleinsten Spalt zwischen den Formtrennflächen fließt und Grate erzeugt, die bei der Nachbearbeitung entfernt werden müssen. Gratfreies oder nahezu gratfreies Silikonformen erfordert extrem enge Toleranzen für die Ebenheit der Trennflächen, typischerweise innerhalb von 2–5 Mikrometern, und präzisionsgeschliffenen Werkzeugstahl mit einer Härte über 48 HRC, um diese Toleranzen über Millionen von Zyklen aufrechtzuerhalten.
Die Entlüftung ist bei der Gestaltung von Silikonformen von entscheidender Bedeutung, da in Hohlraumtaschen eingeschlossene Luft nicht durch das Material entweichen kann, wie dies bei einigen porösen Prozessen der Fall ist – eingeschlossene Luft führt zu Hohlräumen, kurzen Schüssen oder Oberflächendefekten. Entlüftungskanäle mit einer Tiefe von nur 3–8 Mikrometern sind an der Trennlinie und an den letzten Füllpunkten jeder Kavität eingearbeitet. Bei der Konstruktion des Auswurfsystems muss auch die hohe Flexibilität und Oberflächenklebrigkeit der ausgehärteten Silikonteile berücksichtigt werden. Eine Entformung ohne Risse oder Verformung dünnwandiger Elemente erfordert in der Regel eine sorgfältige Gestaltung des Formschrägenwinkels, eine Oberflächentexturierung oder die Verwendung von Antihaftbeschichtungen wie PTFE oder Plasma-Oberflächenbehandlungen auf den Hohlraumoberflächen.
Branchen und Anwendungen, die durch Silikonspritzguss bedient werden
Die Kombination aus den außergewöhnlichen Materialeigenschaften von Silikon und der durch Spritzguss erreichbaren Präzision macht Silikon-/Gummi-Spritzgussmaschinen zu einem zentralen Bestandteil der Produktion in einer bemerkenswert vielfältigen Branche. Jeder Sektor nutzt eine bestimmte Teilmenge der Leistungsmerkmale von Silikon, und die Fähigkeit, komplexe Geometrien mit engen Toleranzen in großen Stückzahlen herzustellen, macht das Spritzgießen in allen Bereichen zur bevorzugten Produktionsmethode.
- Medizin und Pharma: Die Biokompatibilität, Sterilisierbarkeit und chemische Inertheit von Silikon machen es zum Material der Wahl für Katheterkomponenten, Dichtungen für implantierbare Geräte, Griffe für chirurgische Instrumente, Atemmasken und Ventilmembranen für die Medikamentenabgabe. Durch das LSR-Spritzgießen können diese Teile gemäß den Standards für Medizinprodukte der Klasse III mit vollständiger Prozessvalidierung und Rückverfolgbarkeit hergestellt werden.
- Automobil: Steckerdichtungen, Tüllenringe, Zündkerzenstecker, Turboladerschläuche und Dichtungen für Anwendungen unter der Motorhaube verlassen sich auf die Fähigkeit von Silikon, die Dichtleistung bei Temperaturen von -60 °C bis über 200 °C über die gesamte Lebensdauer des Fahrzeugs aufrechtzuerhalten.
- Unterhaltungselektronik: Schutzhüllen, Knopfmembranen, wasserfeste Dichtungen für Wearables und Ohrhörerspitzen werden aus LSR in Hochkavitationswerkzeugen spritzgegossen, die Millionen von Teilen pro Jahr mit gleichbleibender Maßgenauigkeit produzieren.
- Produkte für Säuglinge und Jugendliche: Flaschensauger, Schnuller, Beißringe und Fütterlöffelspitzen aus lebensmittelechten und FDA-konformen LSR-Compounds werden in Formen mit mehreren Kavitäten unter strengen hygienischen Herstellungsprotokollen hergestellt.
- Industrie und Energie: Elektrische Isolierschuppen für Hochspannungsübertragungsgeräte, Pumpenmembranen, Rückschlagventile und chemische Verarbeitungsdichtungen nutzen die Kombination aus elektrischem Widerstand, UV-Stabilität und chemischer Beständigkeit von Silikon in anspruchsvollen Außen- und Prozessumgebungen.
Vom Quarzit-Erz, das Lichtbogenöfen zugeführt wird, bis hin zur präzisionsgeformten Silikondichtung auf einem medizinischen Implantat – der Weg des Silikons vom Rohmaterial bis zum fertigen Produkt ist ein Prozess der engen Zusammenarbeit von Industriechemie und Präzisionstechnik. Die Silikon-/Gummi-Spritzgussmaschine steht im Mittelpunkt dieser Wertschöpfungskette – sie verwandelt ein sorgfältig formuliertes duroplastisches Polymer in maßgenaue Hochleistungskomponenten, die unsichtbar, aber unverzichtbar in die Produkte eingebettet sind, die das moderne Leben definieren.