Das Formpressen von Gummi ist eines der ältesten und am weitesten verbreiteten Verfahren bei der Herstellung von Gummiteilen, und die Maschine im Zentrum dieses Prozesses – die Gummiformmaschine – ist nach wie vor ein Eckpfeiler der Produktionslinien in den Bereichen Automobil, Luft- und Raumfahrt, industrielle Dichtungen und Konsumgüter. Trotz des Aufstiegs der Spritz- und Spritzpresstechnologien hat sich das Formpressen aufgrund seiner Einfachheit, der Vorteile bei den Werkzeugkosten und seiner Eignung für ein breites Spektrum an Gummimischungen und Teilegeometrien bewährt. Für Ingenieure, Beschaffungsmanager und Anlagenbetreiber, die mit vulkanisierten Gummiprodukten arbeiten, ist es wichtig zu verstehen, wie diese Maschinen funktionieren, was hochwertige Geräte von durchschnittlichen unterscheidet und wie Sie die Maschinenspezifikationen an Ihre Produktionsanforderungen anpassen können.
Was eine Gummi-Kompressionsformmaschine leistet
A Gummi-Formpressmaschine übt kontrollierte Hitze und Druck auf eine vorher abgemessene Ladung ungehärteter Gummimischung aus, die direkt in einen offenen Formhohlraum gegeben wird. Wenn die Maschine die Form unter hydraulischem Druck schließt, wird der Gummi gezwungen, sich der Form des Hohlraums anzupassen. Anhaltende Hitze – typischerweise zwischen 150 °C und 200 °C, abhängig von der Mischung – löst die Vulkanisation aus, den chemischen Vernetzungsprozess, der die weiche, biegsame Gummimischung in ein haltbares, elastisches Fertigteil verwandelt. Sobald der Aushärtezyklus abgeschlossen ist, öffnet sich die Form und das Teil wird entnommen. Oft ist eine manuelle Entgratung erforderlich, um überschüssiges Material zu entfernen, das in die Trennfuge geflossen ist.
Das Formpressverfahren eignet sich besonders gut für Naturkautschuk, EPDM, Silikon, Neopren, Nitril (NBR) und Fluorelastomere (FKM/Viton). Es wird üblicherweise zur Herstellung von Dichtungen, O-Ringen, Schwingungsdämpfern, Membranen, Buchsen und kundenspezifischen Gummiprofilen verwendet. Da die Form während des Ladens geöffnet ist, können beim Formpressen gewebeverstärkter Gummi, Metall-Gummi-Verbindungsteile und Einsätze natürlicher verarbeitet werden als bei Spritzgussverfahren, was es zur bevorzugten Methode für komplexe Gummiverbundkomponenten macht.
Kernkomponenten einer Gummi-Kompressionsformmaschine
Das Verständnis der Hauptkomponenten einer Formpressmaschine verdeutlicht sowohl deren Funktionsprinzipien als auch die wichtigsten Qualitätsfaktoren, die beim Vergleich von Modellen verschiedener Hersteller zu bewerten sind.
Hydrauliksystem
Das hydraulische System ist das krafterzeugende Herzstück der Maschine. Eine Hydraulikpumpe treibt Flüssigkeit in Zylinder, die die bewegliche Platte betätigen und so die Schließkraft erzeugen, die die Form schließt und den Druck während des gesamten Aushärtezyklus aufrechterhält. Die Schließkraft wird in Tonnen gemessen und bestimmt direkt die maximal erreichbare Formgröße und den maximal erreichbaren Hohlraumdruck. Die Maschinen reichen von kleinen Tischgeräten mit 10 bis 50 Tonnen für Labor- und Prototypenarbeiten bis hin zu großen Produktionspressen mit mehr als 1.000 Tonnen für Automobil- und Industrieteile. Die Druckstabilität des Hydrauliksystems während der Aushärtung ist von entscheidender Bedeutung – Schwankungen führen zu Maßabweichungen im fertigen Teil und können zu unvollständiger Füllung oder Hohlräumen im Gummi führen.

Beheizte Platten
Die oberen und unteren Aufspannplatten sind flache, präzisionsgeschliffene Metallplatten, die die Formhälften halten und Wärme in sie übertragen. Die Platten werden intern durch elektrische Widerstandselemente, Dampf oder Heißölzirkulation beheizt. Elektroheizungen werden aufgrund ihrer präzisen Steuerbarkeit und Wartungsfreundlichkeit am häufigsten in modernen Maschinen eingesetzt. Dampfheizung bietet schnelle Aufheizraten, erfordert jedoch Infrastruktur und Druckmanagementsysteme. Die Gleichmäßigkeit der Temperaturverteilung über die Plattenoberfläche ist einer der wichtigsten Qualitätsindikatoren für eine Formpressmaschine – Temperaturschwankungen von mehr als ±3 °C über die Plattenoberfläche können zu einer ungleichmäßigen Aushärtung führen, was zu Teilen mit inkonsistenter Härte, Dichte und Maßhaltigkeit in der gesamten Form führt.
Kontrollsystem
Moderne Gummi-Formpressmaschinen verwenden SPS-basierte Steuerungssysteme (speicherprogrammierbare Steuerungen) mit Touchscreen-HMI-Panels (Human-Machine-Interface), die es dem Bediener ermöglichen, Aushärtungsrezepte zu programmieren und zu speichern – Kombinationen aus Temperatur-, Druck- und Zeiteinstellungen für bestimmte Gummimischungen und Teilegeometrien. Fortschrittliche Maschinen bieten eine mehrstufige Druckregelung, automatische Formatmung (kontrollierte kurzzeitige Druckentlastung, damit eingeschlossene Luft und flüchtige Stoffe während der Aushärtung entweichen können) und Integration in Produktionsüberwachungs- und Qualitätsdatensysteme. Maschinen der Einstiegsklasse verwenden möglicherweise einfachere relaisbasierte oder analoge Zeit- und Thermostatsteuerungen, was die Präzision und Rückverfolgbarkeit einschränkt, aber die Kosten senkt.
Wichtige Prozessparameter und wie sie sich auf die Teilequalität auswirken
Die Qualität des Gummi-Formpressens wird durch drei voneinander abhängige Prozessparameter bestimmt: Temperatur, Druck und Zeit. Diese für eine bestimmte Gummimischung und Formkonstruktion richtig zu machen, ist die Grundlage für eine konsistente Produktion.
| Parameter | Typischer Bereich | Auswirkung von zu niedrig | Wirkung von zu hoch |
| Temperatur | 150°C – 200°C | Unterheilung; weiche, schwache Teile | Überheilung; Sprödigkeit, Oberflächenverschlechterung |
| Druck | 5 – 15 MPa Hohlraumdruck | Unvollständige Füllung; Porosität; kurze Aufnahmen | Übermäßiger Blitz; Schimmelschäden |
| Aushärtezeit | 2 – 20 Minuten (abhängig von der Zusammensetzung) | Unterheilung; Klebrigkeit; schlechte mechanische Eigenschaften | Umkehrung (in NR); verschwendete Zykluszeit |
Die Aushärtezeit ist verbindungsspezifisch und muss vor Produktionsbeginn durch Rheometertests (mit Instrumenten wie einem MDR – Moving-Die-Rheometer) ermittelt werden. Das Rheometer generiert eine Aushärtungskurve, die die optimale Aushärtungszeit (T90 – die Zeit bis zum Erreichen von 90 % des maximalen Drehmoments) für eine bestimmte Temperatur zeigt. Der Betrieb von Teilen bei T90 anstelle einer Überhärtung reduziert die Zykluszeit und den Energieverbrauch, ohne die mechanischen Eigenschaften zu beeinträchtigen. Viele Produktionsanlagen speichern Rheometer-Härtungsdaten zusammen mit ihren SPS-Härtungsrezepten, um die Rückverfolgbarkeit zu gewährleisten und eine schnelle Rezeptanpassung zu ermöglichen, wenn sich die Rohstoffchargen ändern.
Arten von Gummi-Kompressionsformmaschinen
Gummiformpressen sind in verschiedenen Struktur- und Betriebskonfigurationen erhältlich, die jeweils für unterschiedliche Produktionsmaßstäbe und Teileanforderungen geeignet sind.
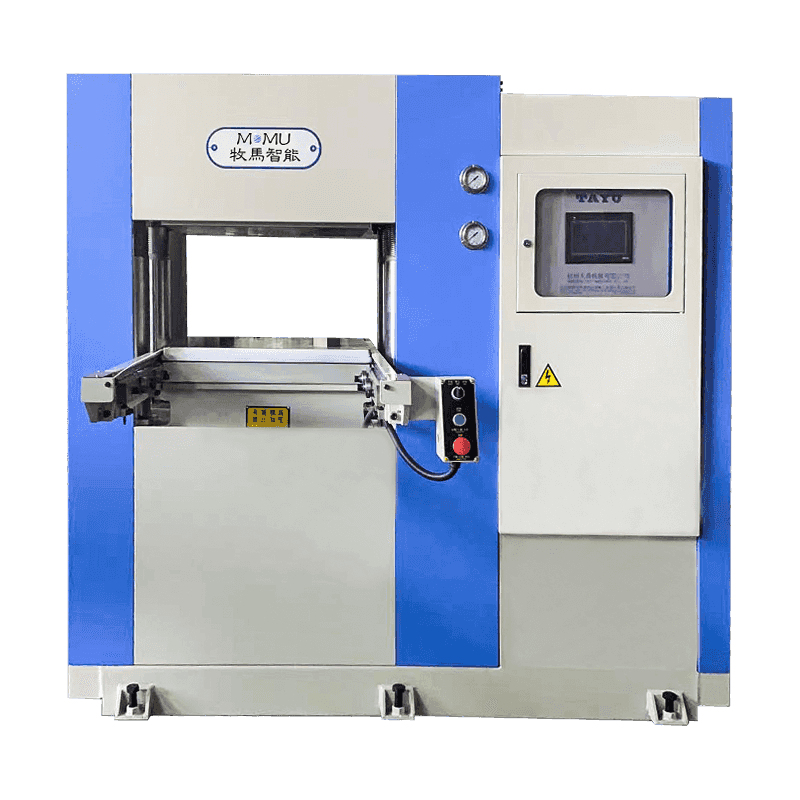
- Einetagenpresse: Die gebräuchlichste Konfiguration mit einem Satz oberer und unterer Platten, die sich in einem einzigen Vorgang öffnen und schließen lassen. Einfach zu bedienen und zu warten und für die meisten Standard-Gummiteileproduktion geeignet. Erhältlich in Größen von Tisch-Labormodellen bis hin zu großen Industriepressen.
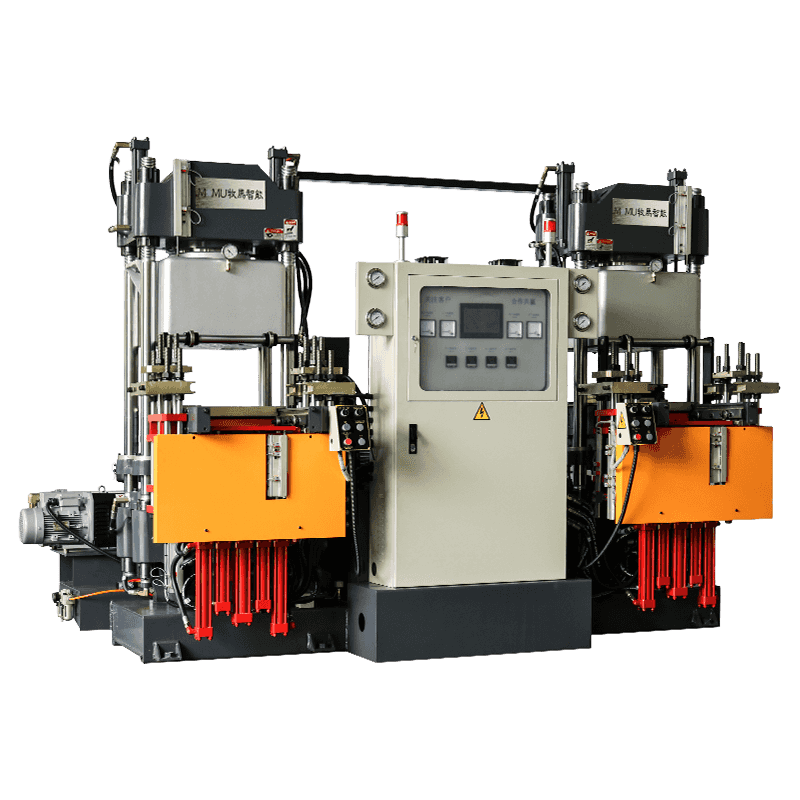
- Mehretagenpresse: Verfügt über mehrere Formenöffnungsebenen (Tageslichter), die vertikal in einem einzigen Pressenrahmen gestapelt sind, sodass mehrere Formen gleichzeitig in einem einzigen Pressenzyklus ausgehärtet werden können. Erhöht die Leistung pro Maschinenfläche erheblich und wird häufig in der Großserienproduktion von Dichtungen und Dichtungen eingesetzt.
- Rundtischpresse: Verwendet ein rotierendes Karussell aus Formstationen, die durch die Lade-, Press- und Entladepositionen schalten. Ermöglicht einen kontinuierlichen Betrieb mit reduzierten Ausfallzeiten des Bedieners zwischen den Zyklen und eignet sich gut für die Massenproduktion kleiner bis mittlerer Teile.
- Vakuum-Kompressionsformmaschine: Ausgestattet mit einer Vakuumkammer rund um den Formbereich evakuieren diese Maschinen vor und während des Schließens Luft aus dem Formhohlraum. Dies verhindert Lufteinschlüsse im Gummi, was für Silikonteile und andere Anwendungen, bei denen die Porosität nicht akzeptabel ist – wie medizinische Geräte, Dichtungen für den Kontakt mit Lebensmitteln und Hochleistungsmembranen – von entscheidender Bedeutung ist.
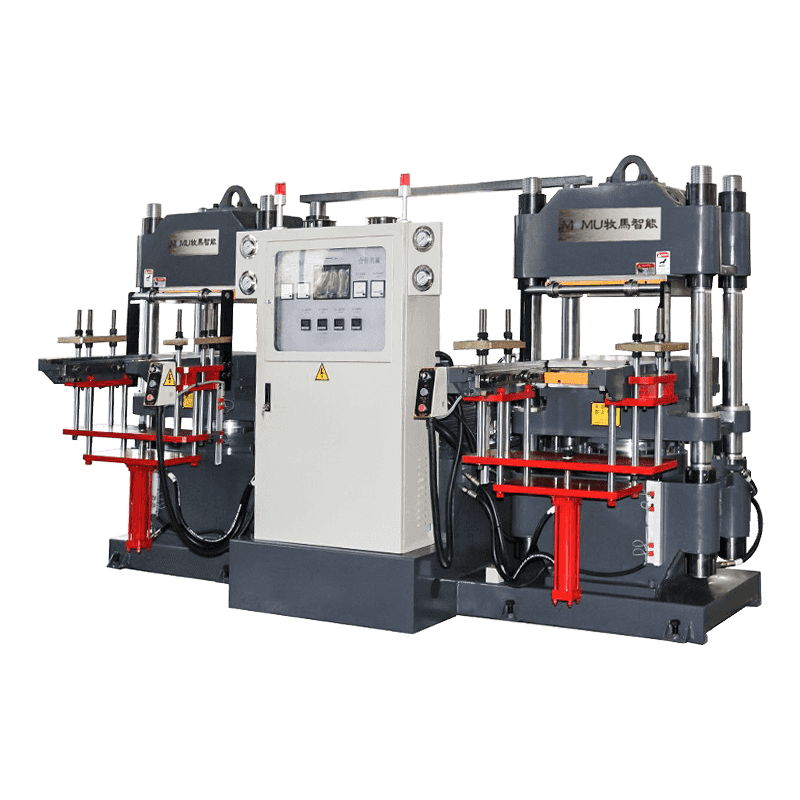
- Viersäulen-Hydraulikpresse: Verwendet vier vertikale Führungssäulen um den Plattenbereich herum für präzise Parallelität beim Schließen der Form. Bevorzugt für große oder Präzisionsformen, bei denen eine Durchbiegung oder Fehlausrichtung der Platte zu ungleichmäßigem Grat, nicht übereinstimmenden Trennlinien oder Maßabweichungen entlang der Form führen würde.
Formpressen vs. Übertragen- und Spritzguss für Gummi
Gummihersteller stehen oft vor der Entscheidung, ob Pressen, Spritzpressen oder Spritzgießen für ein bestimmtes Teil das richtige Verfahren ist. Jedes hat klare Vorteile und Einschränkungen, die im Hinblick auf Produktionsvolumen, Teilekomplexität, Materialtyp und Werkzeugbudget bewertet werden sollten.
| Faktor | Komprimierung | Transfer | Injektion |
| Werkzeugkosten | Niedrig | Mittel | Hoch |
| Zykluszeit | Länger | Mittel | Am kürzesten |
| Materialverschwendung | Mäßig (Blitz) | Mäßig (Topf/Anguss) | Niedrig |
| Teilekomplexität | Niedrig to Medium | Mittel | Hoch |
| Formteil einsetzen | Ausgezeichnet | Gut | Begrenzt |
| Volumeneignung | Niedrig to medium | Mittel | Hoch volume |
| Bedienerkenntnisse erforderlich | Mäßig | Mäßig | Hocher |
Das Formpressen gewinnt durchweg an Werkzeugkosten und an Flexibilität beim Einsatzformen, weshalb es nach wie vor das vorherrschende Verfahren für die Prototypenentwicklung, kleine Produktionsläufe und Teile ist, die eine Metall- oder Stoffverbindung erfordern. Bei Anwendungen mit sehr hohen Stückzahlen, bei denen die Arbeitskosten pro Teil zum dominierenden Wirtschaftsfaktor werden, rechtfertigen der automatisierte Zyklus und der minimale Gratbeschnitt beim Spritzgießen im Allgemeinen die höheren Investitionen in Ausrüstung und Werkzeuge.
Worauf Sie bei der Auswahl einer Gummi-Kompressionsformmaschine achten sollten
Die Auswahl der richtigen Maschine erfordert eine sorgfältige Abstimmung Ihrer Produktspezifikationen, Produktionsmengen, Gummimischungen und Betriebsumgebung. Der Kauf unzureichend spezifizierter Ausrüstung führt zu Engpässen. Überspezifizierung verschwendet Kapital. Die folgenden Kriterien sollten eine ernsthafte Bewertung leiten:
- Spannkraft: Berechnen Sie die erforderliche Tonnage basierend auf dem projizierten Hohlraumdruck (typischerweise 7 bis 12 MPa für die meisten Gummimischungen) multipliziert mit der gesamten projizierten Fläche aller Hohlräume plus Gratfläche in der Form. Planen Sie immer eine Sicherheitsmarge von mindestens 20 % ein, um Abweichungen zwischen den Mischungen und Formenkonstruktionen auszugleichen.
- Plattengröße: Die Aufspannplatte muss groß genug sein, um Ihre größte Form aufzunehmen, und auf allen Seiten Freiraum für Klemmung und thermische Gleichmäßigkeit bieten. Die Standardplattengrößen reichen von 200 × 200 mm für kleine Laborpressen bis zu 1.200 × 1.200 mm oder größer für industrielle Produktionsmaschinen.
- Temperaturgleichmäßigkeit: Fordern Sie die Spezifikation des Herstellers zur Gleichmäßigkeit der Plattentemperatur an und überprüfen Sie diese nach Möglichkeit unabhängig. Für Präzisionsteile aus Silikon oder medizinischem Gummi ist eine Gleichmäßigkeit von ±2 °C oder besser über die gesamte Plattenoberfläche unerlässlich.
- Öffnungszeiten bei Tageslicht: Der maximale Abstand zwischen offenen Aufspannplatten muss Ihrer Formhöhe plus Freiraum für die Teileentnahme und -beladung entsprechen. Unzureichendes Tageslicht zwingt Bediener in ungünstige Positionen, was die Zykluszeiten verlangsamt und das ergonomische Risiko erhöht.
- Ausgereiftes Steuerungssystem: Bewerten Sie, ob SPS-Rezeptspeicherung, Datenprotokollierung und Fernüberwachungsfunktionen mit Ihren Qualitätsmanagement- und Rückverfolgbarkeitsanforderungen übereinstimmen. Branchen wie die Automobilindustrie (IATF 16949) und die Medizintechnik (ISO 13485) stellen spezifische Anforderungen an die Prozessdokumentation, die einfachere Maschinen nicht erfüllen können.
- Kundendienst und Ersatzteilverfügbarkeit: Hydraulikdichtungen, Heizelemente und Steuerkomponenten verschleißen mit der Zeit. Vergewissern Sie sich, dass der Hersteller oder ein lokaler Händler über einen Ersatzteilbestand verfügt und technischen Support innerhalb akzeptabler Reaktionszeiten für Ihre Produktionsumgebung bereitstellen kann.
Wartungspraktiken, die die Lebensdauer der Maschine verlängern und die Teilequalität schützen
Eine Gummi-Formpressmaschine, die unter Produktionsbedingungen betrieben wird, ist ständigen Temperaturwechseln, hydraulischer Druckbeanspruchung und Verunreinigungen der Gummimischung ausgesetzt. Eine disziplinierte Wartungsroutine ist nicht optional – sie macht den Unterschied zwischen einer Maschine, die 20 Jahre lang eine konstante Leistung liefert, und einer Maschine aus, die innerhalb von fünf Jahren Defekte und Ausfallzeiten verursacht.
- Täglich: Reinigen Sie die Plattenoberflächen und Formtrennflächen mit geeigneten Trennmitteln und nicht scheuernden Werkzeugen von Graten und Masserückständen. Überprüfen Sie den Hydraulikflüssigkeitsstand und achten Sie auf sichtbare Lecks rund um Zylinderdichtungen und Armaturen. Überprüfen Sie die Temperaturwerte der Platte anhand eines kalibrierten Thermoelements.
- Wöchentlich: Überprüfen Sie den Zustand der Hydraulikflüssigkeit und den Filterstatus. Führungssäulen und Plattenparallelität prüfen. Stellen Sie sicher, dass alle Sicherheitsverriegelungen – einschließlich Not-Aus, Lichtvorhängen und Überdruckventile – ordnungsgemäß funktionieren.
- Monatlich: Kalibrieren Sie Temperaturregler und Thermoelemente anhand einer rückverfolgbaren Referenz. Überprüfen Sie den Widerstand der Heizelemente, um Elemente zu erkennen, die sich dem Ende ihrer Lebensdauer nähern, bevor sie in der Produktion ausfallen. Überprüfen Sie die Dichtungen der Hydraulikzylinder auf Anzeichen von Leckage.
- Jährlich: Vollständiger Austausch der Hydraulikflüssigkeit und des Filters. Messung und Korrektur der Plattenebenheit, falls erforderlich. Vollständige Inspektion des elektrischen Systems, einschließlich Klemmendichtheit, Isolationswiderstand und Austausch der SPS-Batterie.
Eine Gummiformmaschine ist eine langfristige Kapitalinvestition, deren Rendite sowohl von der Prozessdisziplin als auch von der Maschinenqualität abhängt. Das Anpassen der richtigen Maschinenspezifikation an Ihre Produktpalette, die Festlegung präziser Prozessparameter für jede Verbindung und die Wartung der Ausrüstung gemäß den Herstellerstandards sind die drei Säulen des produktiven und kostengünstigen Gummi-Formpressens. Für Hersteller, die diese Kombination richtig hinbekommen, bleibt das Formpressen eines der zuverlässigsten und wirtschaftlich effizientesten Gummiformverfahren auf dem Markt.