Warum Vakuum alles bei der Gummivulkanisation verändert
Kautschukvulkanisation – der Prozess der Vernetzung von Polymerketten unter Einsatz von Hitze und Druck, um Rohkautschuk in ein haltbares, elastisches Material umzuwandeln – wird seit über 180 Jahren industriell praktiziert. Dennoch stellt die Einführung der Vakuumtechnologie in den Vulkanisationsprozess eine der bedeutendsten Verbesserungen in der modernen Gummiherstellung dar. A Vakuum-Gummivulkanisiermaschine Entfernt vor und während der Aushärtung Luft und eingeschlossene Gase aus der Gummimischung und dem Formhohlraum und beseitigt so die Porosität, Hohlräume und Oberflächendefekte, die bei der Vulkanisation bei Atmosphärendruck bei Präzisionskomponenten unweigerlich entstehen.
Das Ergebnis ist ein messbar überlegenes Produkt: dichtere Vernetzungsnetzwerke, verbesserte mechanische Eigenschaften, bessere Maßhaltigkeit und fehlerfreie Oberflächen – alles entscheidend für Anwendungen, bei denen ein Ausfall von Gummikomponenten sicherheitsrelevante oder regulatorische Konsequenzen nach sich zieht. Da die Nachfrage nach Präzisionsteilen aus Gummi in der Automobil-, Luft- und Raumfahrt-, Medizin- und Elektronikbranche wächst, haben sich Vakuumvulkanisiermaschinen von Spezialgeräten zu gängigen Industriewerkzeugen entwickelt.
Der Vulkanisationsprozess: konventionell vs. Vakuum
Um den Wert der Vakuumvulkanisation zu verstehen, ist es sinnvoll, genau zu untersuchen, wo herkömmliche Methoden ihre Schwächen aufweisen.
Konventionelles Formpressen oder Spritzpressen
Bei der herkömmlichen Kompressions- oder Transfervulkanisation wird eine Gummimischung in eine erhitzte Form gegeben und Druck ausgeübt, um das Material in den Formhohlraum zu drücken. Luft, die in der Verbindung oder an der Schnittstelle zwischen Verbindung und Form eingeschlossen ist, hat keinen Entweichweg. Wenn die Temperatur steigt und die Vernetzung beginnt, bildet diese eingeschlossene Luft Mikrohohlräume – Poren, Blasen und Lochfraß auf der Oberfläche –, die die Dichte, Zugfestigkeit und Ermüdungslebensdauer des Teils verringern. Für unkritische Verbraucherprodukte ist diese Verschlechterung akzeptabel. Bei Dichtungen, Membranen, Komponenten medizinischer Geräte und Dichtungen für die Luft- und Raumfahrt ist dies nicht der Fall.
Vakuumunterstützte Vulkanisation
Eine Vakuum-Gummivulkanisiermaschine erzeugt ein kontrolliertes Vakuum – typischerweise im Bereich von –0,08 bis –0,098 MPa (ungefähr –80 bis –98 kPa Überdruck) – in den Formhohlraum vor dem Einspritzen oder Komprimieren der Masse und hält dieses Vakuum während der Anfangsphasen der Aushärtung aufrecht. Diese Evakuierung entfernt gelöste Gase aus der Gummimatrix, eliminiert Lufteinschlüsse an der Grenzfläche und senkt den Siedepunkt der Feuchtigkeit innerhalb der Mischung, sodass diese entzogen wird, bevor Wärme zugeführt wird. Der Aushärtungszyklus erfolgt dann sowohl unter Vakuum als auch unter angelegtem Druck, wodurch ein vollständig verfestigtes, hohlraumfreies Teil entsteht.
Wichtige technische Vorteile der Vakuumvulkanisation
Die Leistungsvorteile der Vakuumvulkanisation sind anhand mehrerer Qualitäts- und Prozessmetriken quantifizierbar:
- Beseitigung von Porosität und Hohlräumen — Durch Vakuumevakuierung wird eingeschlossene Luft entfernt, bevor sie durch Gelierung fixiert wird. Die Teile erreichen relative Dichten, die sich dem theoretischen Maximum der Verbindung nähern, was sich direkt in einer verbesserten Zugfestigkeit, Bruchdehnung und Ermüdungsbeständigkeit niederschlägt.
- Hervorragende Oberflächenqualität — Ohne Lufteinschlüsse an der Form-Gummi-Grenzfläche sind die fertigen Oberflächen glatt, kosmetisch sauber und frei von Lochfraß. Dies ist besonders wichtig für optische Silikonlinsen, medizinische Schläuche und verbraucherorientierte Gummiwaren, bei denen die Ästhetik die wahrgenommene Qualität beeinflusst.
- Bessere Maßgenauigkeit — Durch die hohlraumfreie Konsolidierung entstehen Teile, die genau der Formgeometrie entsprechen. Die Schrumpfung ist vorhersehbarer und gleichmäßiger, wodurch Maßabweichungen nach dem Aushärten reduziert werden – ein entscheidender Vorteil für O-Ringe, Dichtungen und Formteile mit engen Toleranzen.
- Verbesserter Verbundfluss in komplexen Geometrien — Das Vakuumziehen unterstützt die Bewegung der Masse in tiefe Hinterschneidungen, dünne Abschnitte und komplizierte Formmerkmale, die beim Einspritzen unter atmosphärischem Druck nur schwer vollständig ausgefüllt werden können.
- Reduzierte Ausschuss- und Nacharbeitsraten — Durch die Eliminierung der Hauptursache für visuelle und strukturelle Mängel in geformtem Gummi senkt die Vakuumvulkanisierung die Ausschussquote bei Präzisionskomponenten erheblich und verbessert so die Gesamtanlageneffektivität (OEE) für Gummiformvorgänge.
- Verträglichkeit mit feuchtigkeitsempfindlichen Verbindungen — Silikonkautschuk, EPDM und bestimmte Spezialelastomere reagieren während der Aushärtung besonders empfindlich auf Restfeuchtigkeit. Durch Vakuumentgasung vor dem Erhitzen wird diese Feuchtigkeit effektiv entfernt und so eine durch Dampf verursachte Porosität im ausgehärteten Teil verhindert.
Arten von Vakuum-Gummivulkanisiermaschinen
Vakuumvulkanisiergeräte sind in verschiedenen Konfigurationen erhältlich, die jeweils für unterschiedliche Produktionsmaßstäbe, Gummitypen und Teilegeometrien geeignet sind.
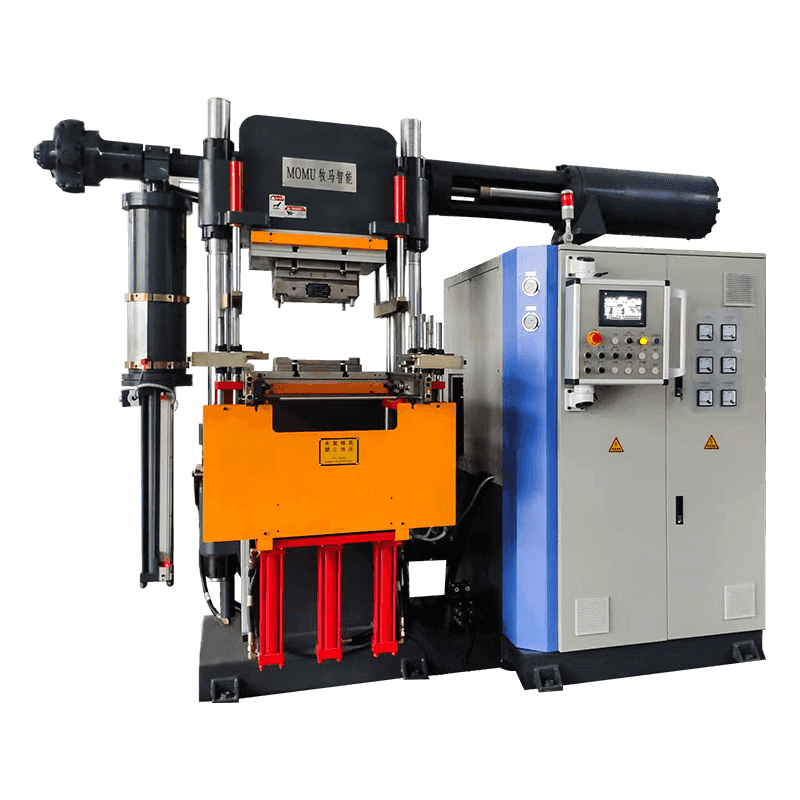
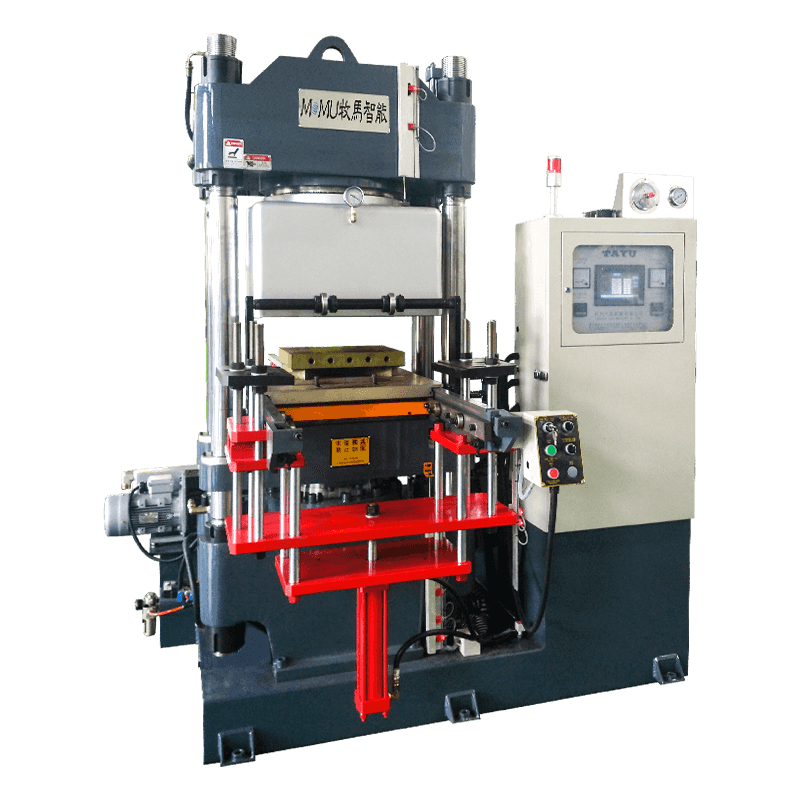
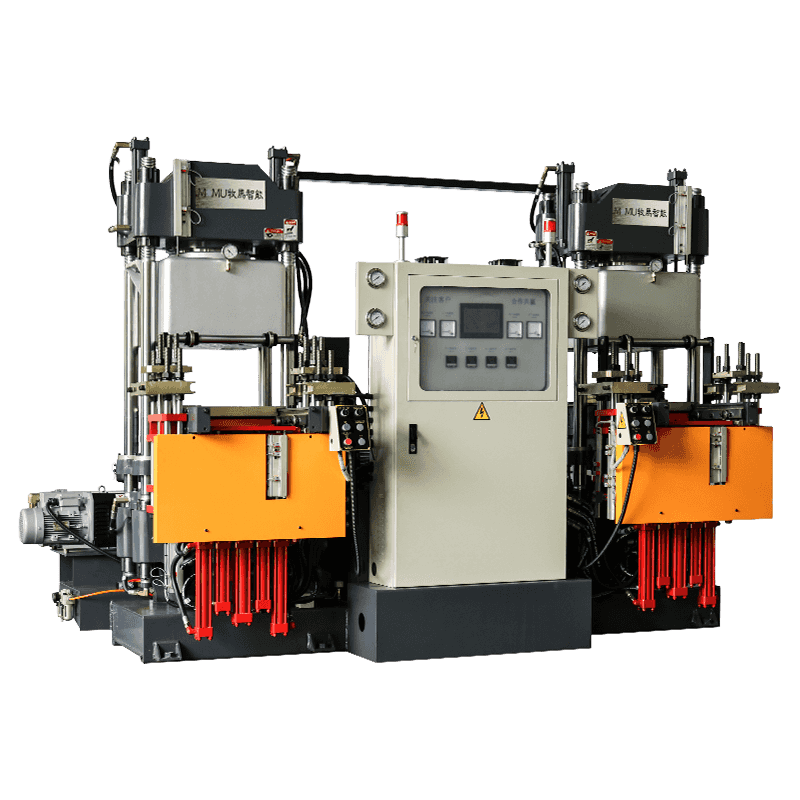
Vakuum-Kompressionsformpresse
Die am weitesten verbreitete Konfiguration beim Batch-Gummiformen. Eine hydraulische Presse mit beheizten Platten komprimiert die Form; Ein Vakuumkreislauf – in die Form integriert oder über eine periphere Vakuumkammer angelegt – evakuiert die Kavität vor und während des Schließens. Geeignet für flache Unterlagen, Bleche, Dichtungen und relativ einfache Formprofile. Die Plattentemperaturen liegen typischerweise im Bereich von 150°C bis 200°C , mit Hydraulikdrücken von 10 bis 200 Tonnen, abhängig von der Teilegröße und der Viskosität der Mischung.
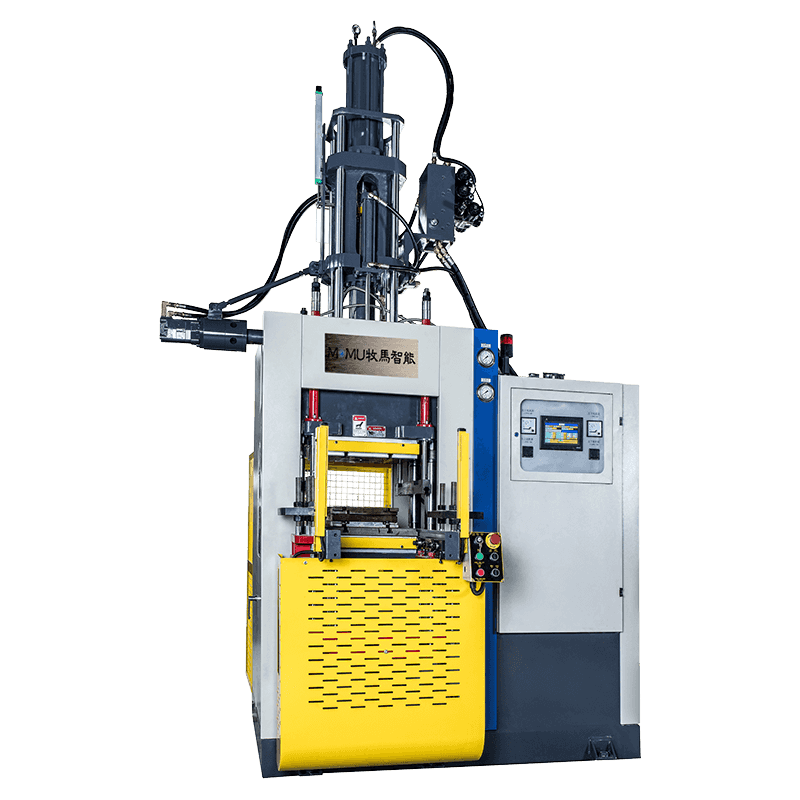
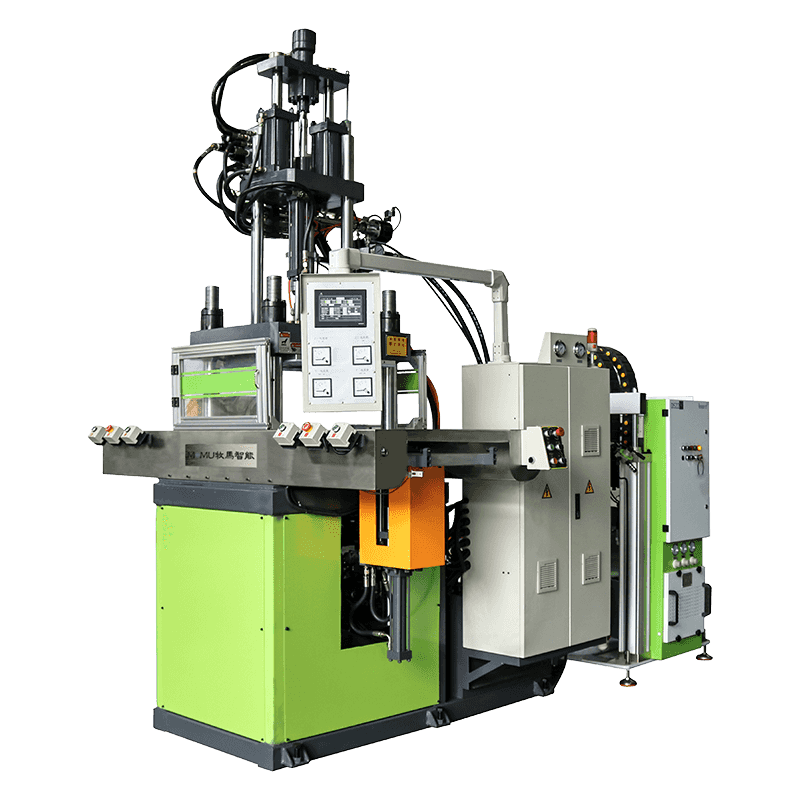
Vakuumspritzgießmaschine
Kombiniert Vakuum-Hohlraumevakuierung mit Einspritzung einer vorplastifizierten Gummimischung unter Druck. Die Form wird versiegelt und evakuiert, bevor mit dem Einspritzen begonnen wird. Anschließend wird die Masse in den evakuierten Hohlraum eingespritzt. Diese Konfiguration bietet die beste Maßkonsistenz für komplexe dreidimensionale Teile, die in großen Stückzahlen hergestellt werden – Automobildichtungen, Steckertüllen und Komponenten für medizinische Geräte sind typische Anwendungen. Die Zykluszeiten sind kürzer als beim Formpressen, da die Mischung präzise dosiert und schneller abgefüllt werden kann.
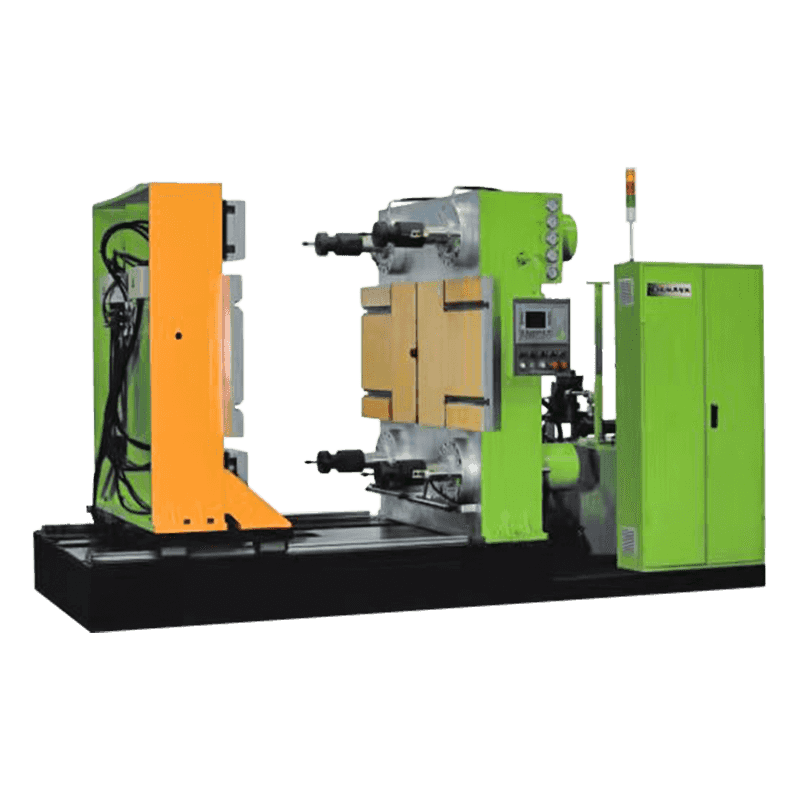
Vakuum-Autoklav-Vulkanisator
Wird für große, unregelmäßig geformte Gummiteile verwendet – Schläuche, Kompensatoren, mit Gummi ausgekleidete Rohre und Verbundbaugruppen –, die von einer herkömmlichen Pressform nicht aufgenommen werden können. Das Teil wird in einen Vakuumbeutel oder eine versiegelte Kammer gelegt, evakuiert und dann im Autoklavenbehälter erhöhter Temperatur und erhöhtem Druck (Dampf oder Heißluft) ausgesetzt. Wird häufig bei Gummiverklebungen in der Luft- und Raumfahrt sowie bei großen industriellen Gummiauskleidungsanwendungen verwendet. Die Zykluszeiten sind länger, aber der Prozess ermöglicht Teilegeometrien, die mit keiner anderen Methode verarbeitet werden können.
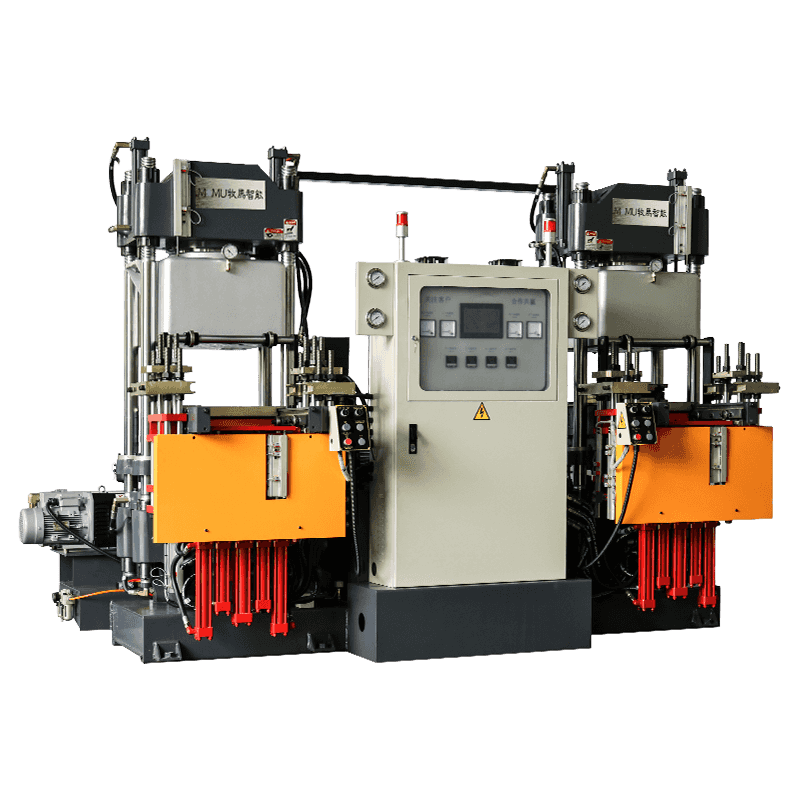
Vakuumplatten-Vulkanisierpresse (Förderbandtyp)
Speziell für die Vulkanisierung von Gummiförderbändern, Bodenbelägen und breiten Flachprodukten entwickelt. Mehrere beheizte Platten pressen ein kontinuierlich zugeführtes Band oder Blech, während an die Presszone Vakuum angelegt wird. Häufig bei der Herstellung von Förderbändern und Gummiböden, wo die Breite 2.000 mm überschreiten kann und ein kontinuierlicher Durchsatz erforderlich ist.
Kernsystemkomponenten
Eine Vakuum-Gummivulkanisiermaschine integriert mehrere Subsysteme, die koordiniert arbeiten müssen, um eine gleichbleibende Aushärtungsqualität zu erreichen.
| Subsystem | Funktion | Schlüsselspezifikation |
|---|---|---|
| Vakuumpumpensystem | Evakuiert den Formhohlraum auf den Zieldruck | Ziel: ≤–0,095 MPa; Drehschieber- oder Flüssigkeitsringpumpe |
| Heizplatten/Kammer | Aushärtungstemperatur gleichmäßig bereitstellen und aufrechterhalten | ±1–2°C Gleichmäßigkeit; elektrisch oder dampfbeheizt |
| Hydraulisches Spannsystem | Übt den Formschließdruck aus und hält ihn aufrecht | Tonnage abgestimmt auf Teilfläche und Mischungsviskosität |
| Vakuumversiegelungssystem | Behält die Vakuumintegrität während des Aushärtungszyklus bei | O-Ring- oder Labyrinthdichtungen an der Formtrennlinie |
| SPS-Steuerungssystem | Sequenziert Vakuum-, Temperatur- und Druckereignisse | Programmierbare Aushärtungsprofile; Datenprotokollierungsfunktion |
| Formtemperaturregler | Schnelles Aufheizen und präzise Temperaturregulierung | PID-gesteuert; Reaktionszeit <30 Sekunden |
Industrielle Anwendungen
Vakuum-Gummivulkanisiermaschinen werden überall dort eingesetzt, wo herkömmliche Vulkanisation zu inakzeptablen Fehlerraten führt oder wo Materialeigenschaften strengen Leistungsstandards genügen müssen.
Automotive-Dichtungssysteme
Motorraumdichtungen, Tür- und Fensterdichtungen, O-Ringe für Kraftstoffsysteme und Membranen für Bremssysteme gehören zu den Anwendungen mit dem höchsten Volumen. Ein einzelner Personenkraftwagen enthält über 400 einzelne Gummidichtungskomponenten , von denen viele über eine Lebensdauer von 150.000 km die Nullleckagenormen erfüllen müssen. Das Vakuumformen gewährleistet die hohlraumfreie Querschnittsintegrität, die dies ermöglicht.

Medizinische und pharmazeutische Ausrüstung
Silikonkautschukkomponenten für medizinische Geräte – Schläuche, Stopfen, Membranen, peristaltische Pumpenelemente und implantierbare Teile – müssen absolut frei von Porosität und Kontamination sein. Die Vakuumvulkanisierung ist das anerkannte Standardverfahren für das Formen von Silikon in medizinischer Qualität, und in behördlichen Anträgen für Medizinprodukte der Klassen II und III wird in der Regel die Vakuumverarbeitung als Teil des validierten Herstellungsprotokolls erwähnt.
Luft- und Raumfahrt und Verteidigung
Flugzeugtürdichtungen, Kabinendruckdichtungen, Elastomere für Kraftstoffsysteme und Schwingungsisolationshalterungen müssen die AS9100- und MIL-Spezifikationsanforderungen erfüllen, die sich ausdrücklich mit Porosität und Maßtoleranz befassen. Die Vulkanisation im Vakuumautoklav ist die Standardmethode für gummigebundene Baugruppen und großformatige Elastomerkomponenten in Luft- und Raumfahrtqualität.
Elektronik und Halbleiter
Silikontastaturen, leitfähige Elastomerkontakte, EMI-Abschirmdichtungen und optische Silikonlinsen für LED-Anwendungen profitieren alle vom Vakuumformen. Porosität in diesen Komponenten verursacht Schwankungen des elektrischen Widerstands, optische Streuung und vorzeitiges mechanisches Versagen – Defekte, die durch Vakuumvulkanisierung auf Prozessebene beseitigt werden, anstatt sich auf eine nachgelagerte Inspektion und Sortierung zu verlassen.
Industrieschläuche und Fördersysteme
Hochdruck-Hydraulikschläuche, chemische Transferleitungen und Förderbänder, die in abrasiven oder chemisch aggressiven Umgebungen eingesetzt werden, erfordern dichte, hohlraumfreie Gummikonstruktionen, um Nennberstdrücke und Lebensdauern zu erreichen. Die Vulkanisation im Vakuumautoklaven oder Vakuumplattenpressen bietet die Konsolidierungsqualität, die diese Anwendungen erfordern.
Prozessparameter und Aushärtezyklusdesign
Der Aushärtungszyklus der Vakuumvulkanisation umfasst eine präzise Abfolge von Ereignissen. Abweichungen von der optimierten Reihenfolge – insbesondere der Vakuumzeitpunkt im Verhältnis zur Temperaturrampe – wirken sich direkt auf die Teilequalität aus.
- Formenbeladung und Erstverschluss — Die Masse wird geladen und die Form wird bis zu einer „gerissenen“ Position (teilweise geschlossen) geschlossen, um eine Vakuumansaugung ohne vollständige Kompression zu ermöglichen.
- Vakuumanwendung — Die Vakuumpumpe evakuiert den Formhohlraum auf den Zieldruck (typischerweise ≤ –0,09 MPa). Diese Phase dauert typischerweise 30 bis 120 Sekunden, je nach Hohlraumvolumen und Verbundgasgehalt. Bevor eine nennenswerte Wärmeübertragung auf die Verbindung beginnt, muss ein Vakuum erreicht werden — Durch vorzeitiges Erhitzen wird die Vernetzung eingeleitet, bevor die Entgasung abgeschlossen ist.
- Vollständiger Formschluss unter Vakuum — Sobald das Zielvakuum bestätigt ist, wird der volle hydraulische Spanndruck ausgeübt. Die Masse fließt unter kombiniertem Vakuumzug und mechanischem Druck in den evakuierten Hohlraum.
- Isotherme Heilung — Die Formtemperatur wird für die berechnete Aushärtungszeit t90 – die Zeit, um 90 % der maximalen Vernetzungsdichte zu erreichen, wie durch Rheometeranalyse bestimmt – auf der angegebenen Aushärtungstemperatur gehalten (typischerweise 150–180 °C für NR/SBR-Compounds; 170–200 °C für Silikon).
- Druckentlastung und Entformung — Nach Abschluss der Aushärtung wird der Spanndruck abgebaut, das Vakuum abgelassen und die Form zur Teileentnahme geöffnet. Für bestimmte Silikon- und Fluorelastomerverbindungen kann eine sekundäre Vulkanisation nach dem Aushärten in einem Ofen vorgeschrieben werden, um die Vernetzung abzuschließen und Aushärtungsnebenprodukte auszutreiben.
Kriterien für die Auswahl der Ausrüstung
Das Richtige auswählen Vakuumvulkanisiermaschine Für eine bestimmte Anwendung müssen mehrere voneinander abhängige Faktoren bewertet werden. Eine zu starke Vereinfachung dieser Entscheidung führt entweder zu unzureichend spezifizierten Geräten, die die erforderliche Qualität nicht erreichen können, oder zu überentwickelten Maschinen, deren Fähigkeiten nie genutzt werden.
- Teilegröße und Geometrie — Flache oder einfache Profile eignen sich für Kompressionspressenkonfigurationen; komplexe dreidimensionale Teile erfordern Spritzgussfähigkeiten; Große oder unregelmäßige Formen müssen im Autoklaven verarbeitet werden.
- Gummimischungstyp — Für Silikon, EPDM, NBR, Fluorelastomer und Naturkautschuk gelten jeweils unterschiedliche Anforderungen an Aushärtetemperaturen, Drücke und Vakuumempfindlichkeit, die sich auf die Maschinenspezifikationen auswirken.
- Produktionsvolumen — Die Produktion hoher Stückzahlen rechtfertigt die Investition in Spritzgusspressen mit mehreren Kavitäten und automatischer Entformung. Kleinserien- oder Prototypenarbeiten sind mit kleineren, flexiblen Kompressionseinheiten besser möglich.
- Vakuumtiefe und Haltezeit — Anwendungen mit hochviskosen Verbindungen oder Formulierungen mit hohem Gasgehalt erfordern ein tieferes Vakuum (näher an –0,098 MPa) und längere Evakuierungshaltezeiten vor dem Beginn der Aushärtung.
- Spezifikation der Temperaturgleichmäßigkeit — Medizin- und Luftfahrtteile mit engen Toleranzen erfordern eine Gleichmäßigkeit der Plattentemperatur von ±1 °C oder besser; Allgemeine Industrieanwendungen können ±3–5 °C akzeptieren.
- Anforderungen an Automatisierung und Datenprotokollierung — Regulierte Branchen (Medizin, Luft- und Raumfahrt, Lebensmittelkontakt) erfordern eine vollständige Protokollierung der Prozessparameter, Rückverfolgbarkeit pro Charge und SPS-gesteuerte Aushärtungsprofile, die während der Produktion nicht manuell außer Kraft gesetzt werden können.
Ein umfassendes Prozessaudit – Überprüfung der Mischungsformulierung, des Teiledesigns, der Qualitätsanforderungen und des Produktionsvolumens – das vor der Ausrüstungsbeschaffung durchgeführt wird, vermeidet kostspielige Spezifikationsfehler und stellt sicher, dass die ausgewählte Maschine ab der Inbetriebnahme die erforderliche Leistung liefert.