Was ist eine Vakuum-Gummivulkanisiermaschine?
A Vakuum-Gummivulkanisiermaschine ist eine spezialisierte Industriepresse, die rohe oder unvulkanisierte Gummimischungen unter einer Kombination aus kontrollierten Hitze-, Druck- und Vakuumbedingungen aushärtet. Der Begriff „Vulkanisieren“ bezeichnet den chemischen Vernetzungsprozess, der weiches, biegsames Gummi in ein haltbares, elastisches und formbeständiges Material verwandelt. In Standard-Vulkanisierpressen treiben allein Hitze und Druck die Aushärtungsreaktion an. In Vakuumvulkanisiermaschinen werden durch die Hinzufügung einer abgedichteten Vakuumumgebung eingeschlossene Luft, Feuchtigkeit und flüchtige Gase vor und während der Aushärtung aus der Gummimasse entfernt – was zu einem deutlich dichteren, gleichmäßigeren und fehlerfreien Endprodukt führt.
Die Vakuumfunktion ist nicht nur eine Zusatzfunktion; Es verändert die Qualitätsergebnisse, die bei der Gummiproduktion erzielt werden können, grundlegend. Lufteinschlüsse und Feuchtigkeitseinschlüsse gehören zu den häufigsten Ursachen für Porosität, Blasenbildung und Strukturschwäche in vulkanisierten Gummiteilen. Durch Evakuieren des Formhohlraums auf ein Vakuumniveau, das typischerweise zwischen -0,08 MPa und -0,1 MPa liegt, bevor der volle Formdruck ausgeübt wird, beseitigt die Maschine diese Mängel an ihrer Quelle. Das Ergebnis sind Gummiprodukte mit hervorragender Oberflächenbeschaffenheit, gleichbleibender innerer Dichte und verbesserter mechanischer Leistung – Eigenschaften, die in Präzisionsindustrien wie Automobildichtungen, medizinischen Geräten, Luft- und Raumfahrtkomponenten und Hochleistungsschuhsohlen von entscheidender Bedeutung sind.
Der Vulkanisationsprozess: Was im Inneren der Maschine passiert
Das Verständnis der Abläufe in einer Vakuum-Gummivulkanisiermaschine verdeutlicht, warum die Vakuumintegration die Ausgabequalität so erheblich verbessert. Der Prozess verläuft in mehreren unterschiedlichen Phasen, die die Maschine automatisch über eine speicherprogrammierbare Steuerung (SPS) oder eine Touchscreen-Schnittstelle steuert.
Der Zyklus beginnt mit der Vorbereitung und Beladung der Form. Der Bediener legt die unvulkanisierte Gummimischung – in Form vorabgewogener Rohlinge, Platten oder Vorformlinge – in den beheizten Formhohlraum. Die Form schließt sich teilweise, die Vakuumpumpe wird aktiviert und saugt über integrierte Vakuumkanäle Luft und Restfeuchtigkeit aus dem Formhohlraum ab. Sobald das angestrebte Vakuumniveau erreicht und über eine festgelegte Verweilzeit, typischerweise 15 bis 60 Sekunden, gehalten wird, schließt die Presse vollständig, um Formdruck auszuüben. Die Kombination aus durch die beheizten Platten geleiteter Wärme, dem ausgeübten Druck und der Abwesenheit eingeschlossener Gase treibt dann die Vernetzungsreaktion gleichmäßig in der gesamten Gummimasse voran. Nach Ablauf der programmierten Aushärtezeit – die je nach Gummimischungstyp und Teiledicke zwischen einer und dreißig Minuten variiert – öffnet sich die Presse, das Vakuum wird abgebaut und das ausgehärtete Teil wird entformt.
Ebenso wichtig ist die Präzision der Temperaturregelung. Moderne Vakuumvulkanisiermaschinen halten die Plattentemperaturen auf der gesamten Formoberfläche innerhalb von ±1 °C bis ±2 °C, indem sie elektrische Widerstandsheizelemente oder dampfbeheizte Platten verwenden, kombiniert mit eingebetteten Temperatursensoren und PID-Reglern mit geschlossenem Regelkreis. Diese Gleichmäßigkeit sorgt für eine gleichmäßige Aushärtung des gesamten Produkts und eliminiert das Risiko von unterausgehärteten Zentren oder überausgehärteten Oberflächen, die auftreten können, wenn in der Form Temperaturgradienten herrschen.

Kernkomponenten und ihre Funktionen
Die Leistung einer Vakuum-Gummivulkanisiermaschine hängt von der Qualität und Integration ihrer wichtigsten Struktur- und Funktionskomponenten ab. Jedes Element spielt eine definierte Rolle bei der Erzielung einer gleichmäßigen, fehlerfreien Vulkanisation.
Beheizte Platten
Die Aufspannplatten sind flache, starre Platten, zwischen denen die Form komprimiert wird. Bei Vakuumvulkanisiermaschinen werden Platten aus Edelstahl mit eingebetteten Heizelementen oder internen Kanälen für die Dampfzirkulation hergestellt. Die Ebenheitstoleranz ist entscheidend – eine Aufspannplatte mit ungleichmäßigem Oberflächenkontakt führt zu einer ungleichmäßigen Druckverteilung über die Form, was zu Dickenschwankungen und unvollständiger Aushärtung in Niederdruckzonen führt. Premium-Maschinen legen eine Plattenebenheit von weniger als 0,05 mm über die Arbeitsfläche fest und verwenden eine Mehrpunkt-Temperaturmessung, um thermische Ungleichmäßigkeiten zu erkennen und auszugleichen.
Vakuumsystem
Das Vakuumsystem besteht aus einer Vakuumpumpe – typischerweise einer Drehschieberpumpe oder einer Trockenschnecke –, die über einen abgedichteten Kreislauf mit Vakuumleitungen, einem Vakuumpuffertank, Magnetventilen und Vakuummessgeräten mit dem Formhohlraum verbunden ist. Der Puffertank speichert vorevakuiertes Volumen, sodass der Formhohlraum schnell auf das Zielvakuumniveau gebracht werden kann, ohne die Pumpe zu überlasten. Die Vakuumabdichtung der Formschnittstelle wird durch periphere Dichtungen oder O-Ring-Kanäle erreicht, die in die Formtrennlinie eingearbeitet sind. Die Integrität dieses Dichtungssystems ist von grundlegender Bedeutung – jedes Leck verringert das erreichbare Vakuumniveau und beeinträchtigt die Wirksamkeit der Luftentfernung.
Hydraulisches oder mechanisches Spannsystem
Die Schließkraft, die die Form während der Vulkanisation geschlossen hält, wird entweder durch ein hydraulisches Zylindersystem oder bei kleineren Maschinen durch mechanische Kniehebelmechanismen erzeugt. Hydrauliksysteme bieten eine präzisere und programmierbare Druckregelung und sind Standard in Vakuumvulkanisiermaschinen für die Produktion. Die Spannkräfte reichen von nur 50 kN in Labor- oder Kleinteilemaschinen bis zu über 10.000 kN in großen Industriepressen für Automobil- oder Industriegummiprodukte. Eine genaue Druckregelung ist unerlässlich, da sowohl Unter- als auch Überdruck fehlerhafte Teile verursachen – Grate, Maßungenauigkeiten oder spannungsbedingte Risse.
SPS-Steuerungssystem
Moderne Vakuumvulkanisiermaschinen sind mit speicherprogrammierbaren Steuerungen und Touchscreen-Mensch-Maschine-Schnittstellen (HMIs) ausgestattet, die es dem Bediener ermöglichen, Aushärtungsprogramme für verschiedene Gummimischungen und Formkonfigurationen zu speichern, abzurufen und zu überwachen. Ein typisches Programm speichert Zieltemperatur, Aushärtezeit, Vakuumniveau, Vakuumverweilzeit und Spanndruck als ein einziges Rezept. Die SPS überwacht das Sensorfeedback in Echtzeit und generiert Alarme bei Abweichungen, um die Rückverfolgbarkeit des Prozesses und eine gleichbleibende Qualität von Charge zu Charge sicherzustellen.
Arten von Vakuum-Gummivulkanisiermaschinen
Vakuum-Gummivulkanisiermaschinen sind in verschiedenen Konfigurationen erhältlich, die jeweils für unterschiedliche Produktionsmengen, Produktgeometrien und Gummitypen geeignet sind. Die Auswahl des richtigen Maschinentyps ist ebenso wichtig wie die Festlegung der richtigen Prozessparameter.
| Maschinentyp | Konfiguration | Am besten geeignet für |
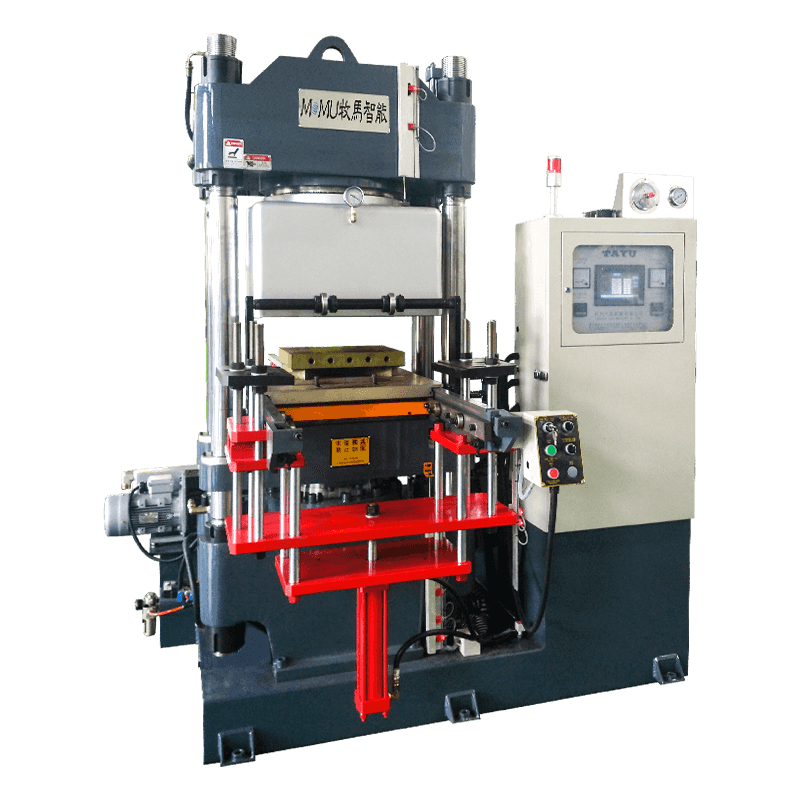
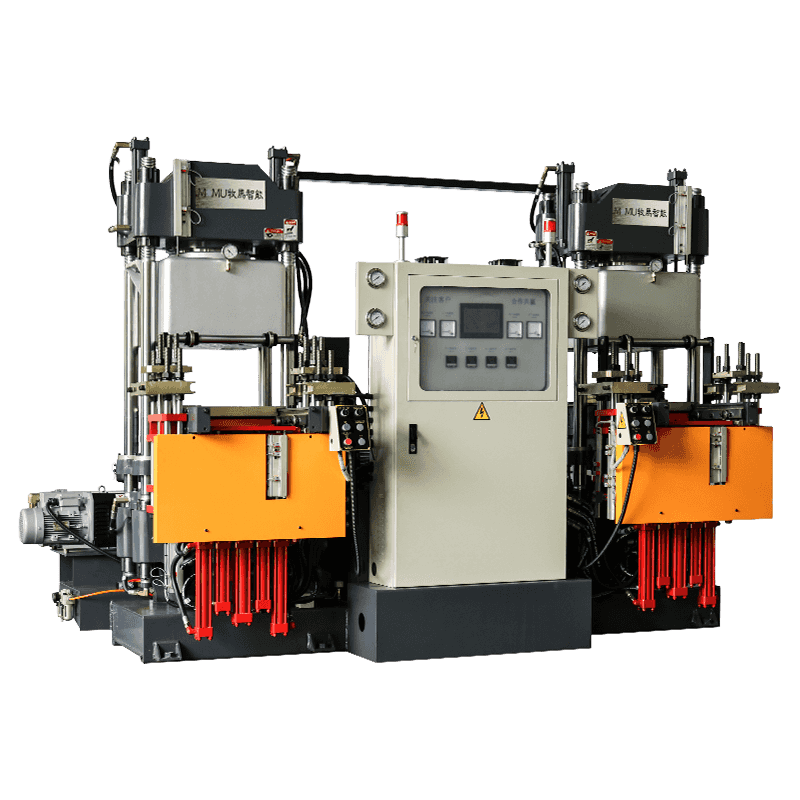
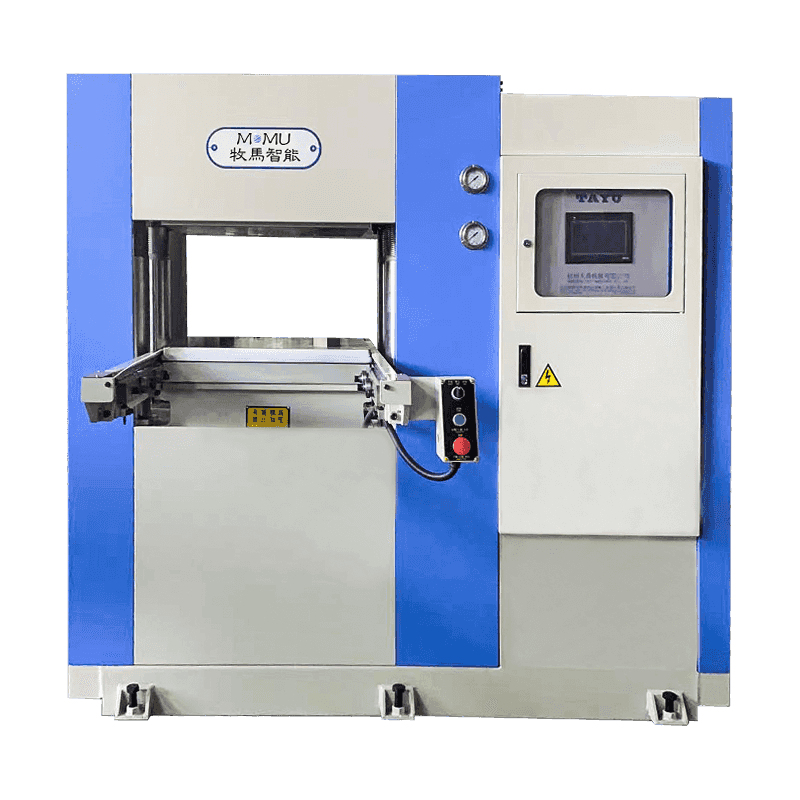
| Einetagen-Flachpresse | Eine Formöffnung zwischen zwei Platten | Kleine bis mittlere flache Gummiteile, Dichtungen, Dichtungen |
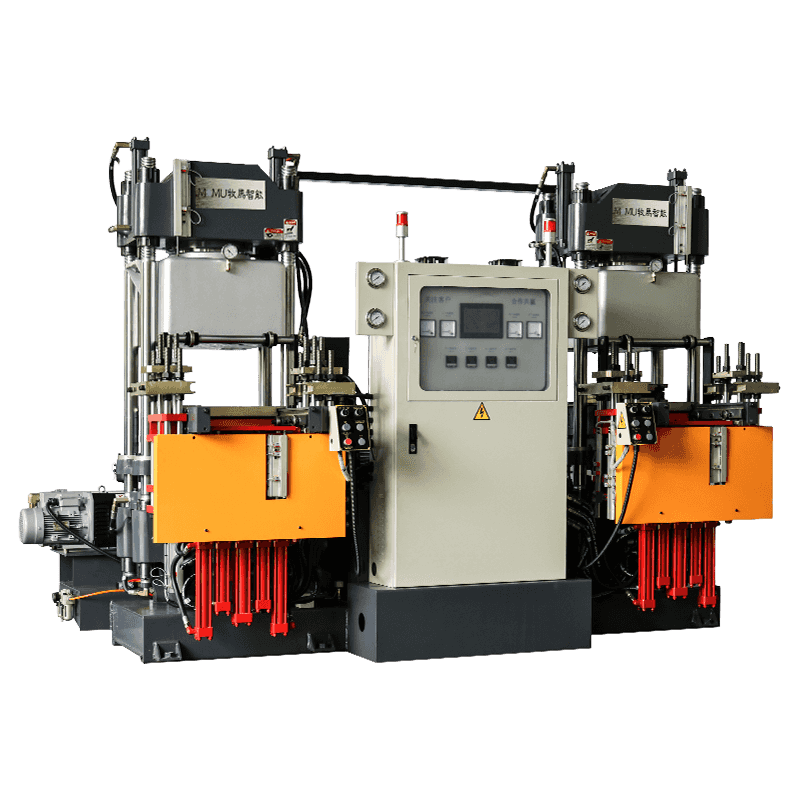
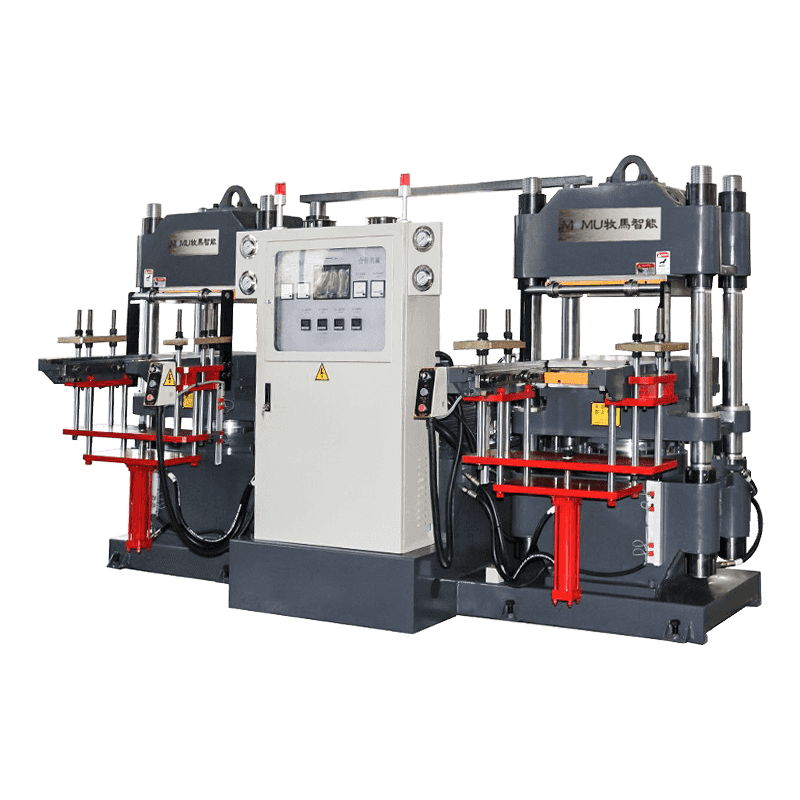
| Mehrtagespresse | Mehrere übereinander angeordnete Formöffnungen in einer einzigen Presse | Großserienproduktion von flachen oder dünnen Gummiplatten |
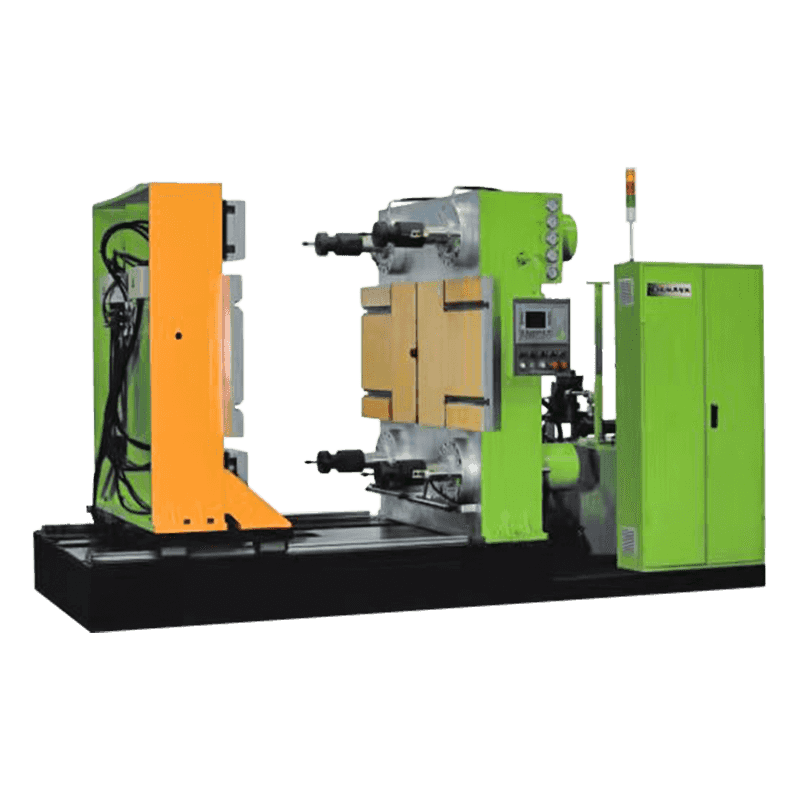
| Rotations- oder Karussellpresse | Rotierende Mehrstationsplattform mit fester Wärmequelle | Schuhsohlen, kontinuierliche Produktionsumgebungen |
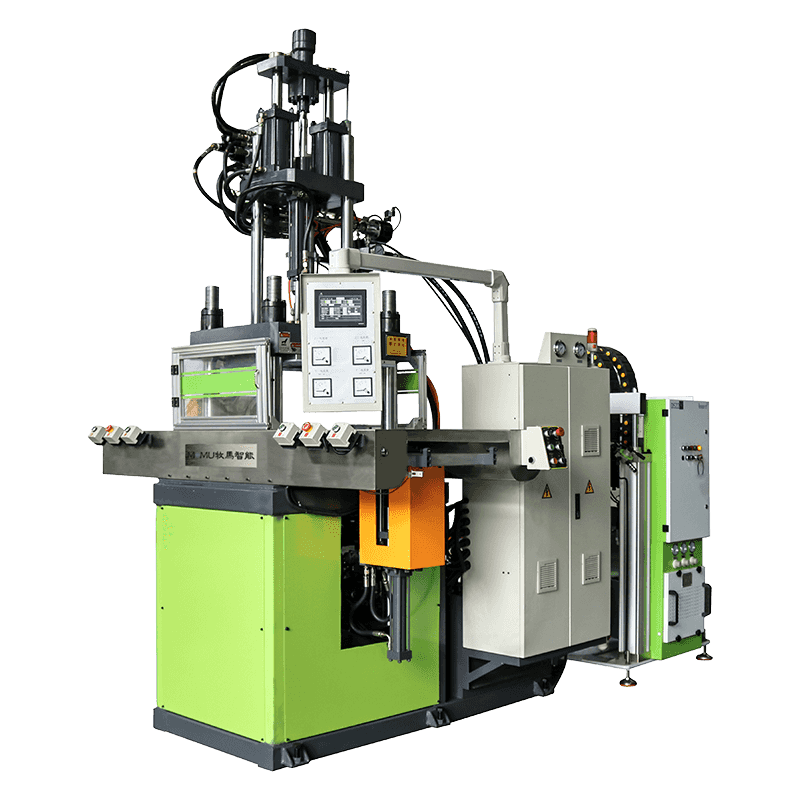
| Vertikale Spritzpresse | Unter Druck in eine versiegelte Form eingespritzter Gummi | Komplexe 3D-Teile, umspritzte Komponenten, technischer Gummi |
| Membran-Vakuumpresse | Die flexible Silikonmembran erzeugt Vakuum und Druck | Gummigebundene Verbundwerkstoffe, gekrümmte oder unregelmäßige Untergründe |
| Labor-/Tischpresse | Kompakte Ein-Tages-Einheit mit Vakuumfunktion | Forschung und Entwicklung, Verbundtests, kleine Prototypenläufe |
Vorteile der Vakuumvulkanisierung gegenüber dem Standardpressen
Die Investition in die Vakuumfähigkeit gegenüber einer herkömmlichen Gummipresse ist durch messbare Verbesserungen bei mehreren Qualitäts- und Produktionskennzahlen gerechtfertigt. Diese Vorteile kommen besonders bei der Herstellung von Präzisionsteilen mit engen Maßtoleranzen, komplexen Geometrien oder leistungskritischen mechanischen Eigenschaften zum Tragen.
- Beseitigung von Porosität und Hohlräumen: Das Entfernen der Luft vor dem Aushärten verhindert die Bildung von inneren Blasen und Oberflächenlöchern, die die Zugfestigkeit, Dehnung und Dichtungsleistung von Gummiteilen verringern. Dies ist besonders wichtig für O-Ringe, Membranen und medizinische Gummiprodukte, bei denen die innere Integrität nicht verhandelbar ist.
- Verbesserte Oberflächenbeschaffenheit: Vakuumbedingungen ermöglichen, dass die Gummimischung vollständiger in feine Formdetails fließt, wodurch schärfere Kanten, sauberere Text- oder Logoprägungen und eine glattere Gesamtoberfläche ohne Lufteinschlüsse entstehen.
- Konsistentere mechanische Eigenschaften: Eine gleichmäßige Dichte im gesamten ausgehärteten Teil bedeutet konsistente Härte-, Zugfestigkeits- und Druckverformungsrestwerte über die gesamte Charge hinweg – entscheidend für Teile, die zum Abdichten, zur Vibrationsisolierung oder für lasttragende Anwendungen verwendet werden.
- Reduzierte Ausschuss- und Nacharbeitsraten: Bei der Inspektion festgestellte Mängel erfordern entweder eine Nacharbeit oder die Verschrottung des gesamten Teils. Durch die Vakuumvulkanisierung wird das Auftreten von Blasen, Porosität und Kurzschussdefekten erheblich reduziert, wodurch die Ausschussquote und die damit verbundenen Material- und Arbeitskosten gesenkt werden.
- Verträglichkeit mit feuchtigkeitsempfindlichen Verbindungen: Einige Spezialkautschukformulierungen, insbesondere Silikonkautschuk und bestimmte EPDM-Compounds, sind besonders anfällig für Blasenbildung auf der Oberfläche, die durch Restfeuchtigkeit verursacht wird. Durch die Vakuumverarbeitung wird dieser Fehlermodus zuverlässig beseitigt, ohne dass zusätzliche Trocknungsschritte erforderlich sind.
- Bessere Verbindung bei Gummi-Metall- und Gummi-Gewebe-Verbindungen: Wenn Gummi direkt auf Metalleinlagen oder Stoffsubstrate vulkanisiert wird, verhindert eingeschlossene Luft an der Grenzfläche eine vollständige Haftung. Durch die Vakuumevakuierung vor dem Pressen wird ein enger Kontakt zwischen Gummi und Substrat gewährleistet, wodurch stärkere und zuverlässigere Bindungen entstehen.
Branchen und Produkte, die auf Vakuumvulkanisierung angewiesen sind
Vakuum-Gummivulkanisiermaschinen bedienen ein breites Spektrum von Branchen, in denen die Qualität von Gummiprodukten einen direkten Einfluss auf Sicherheit, Zuverlässigkeit oder Einhaltung gesetzlicher Vorschriften hat. Die folgenden Branchen stellen die bedeutendsten Anwendungsbereiche dar.
Automobildichtungen und Dichtungen
Automobil-Gummikomponenten, einschließlich Türdichtungen, Fensterkanaldichtungen, Motordichtungen und Bremssystemmembranen, werden durch Vakuumvulkanisieren hergestellt, um Maßhaltigkeit und das Fehlen von inneren Hohlräumen zu gewährleisten, die zu Undichtigkeiten oder vorzeitigem Ausfall führen könnten. Die Null-Fehler-Qualitätsphilosophie der Automobilindustrie macht die Vakuumverarbeitung für sicherheitskritische Dichtungskomponenten, die an große OEMs geliefert werden, faktisch obligatorisch.
Medizinische und pharmazeutische Anwendungen
Medizinische Silikon- und Gummikomponenten – einschließlich Spritzenkolben, Ventilmembranen, Atemmasken und Schläuche – müssen strenge Reinheits- und strukturelle Integritätsstandards erfüllen. Die Vakuumvulkanisierung eliminiert Kontaminationsrisiken im Zusammenhang mit eingeschlossener Luft und gewährleistet gleichzeitig die Oberflächenglätte und Maßgenauigkeit, die für biokompatible Produkte erforderlich sind. Viele Normen für medizinische Geräte fordern implizit die Vakuumverarbeitung als Teil der guten Herstellungspraxis für Gummiformteile.
Herstellung von Schuhsohlen
In der Schuhindustrie werden Vakuumvulkanisierpressen zur Herstellung von Gummilaufsohlen mit scharfer Profildefinition, gleichmäßiger Dichte und starker Haftung am Obermaterial eingesetzt. Die Vakuumfunktion ist besonders wertvoll beim Formen von Außensohlen mit dickem Profil, bei denen der Lufteinschluss in tiefen Profilhohlräumen beim herkömmlichen Pressen ein anhaltendes Problem darstellt. Vakuumvulkanisierpressen vom Karusselltyp werden für diese Anwendung häufig in großvolumigen Schuhfabriken in ganz Asien eingesetzt.
Luft- und Raumfahrt- und Verteidigungssiegel
Gummidichtungen und O-Ringe, die in Hydrauliksystemen der Luft- und Raumfahrt, Kraftstoffsystemen und Umweltkontrollen verwendet werden, müssen extrem enge Toleranzen hinsichtlich Härte, Druckverformungsrest und innerer Gleichmäßigkeit einhalten. Die Vakuumvulkanisierung ist für diese Komponenten eine gängige Praxis, da die Folgen eines Dichtungsversagens im Betrieb schwerwiegend sind. Spezifikationen für Gummi in Luft- und Raumfahrtqualität schreiben häufig ausdrücklich das Vakuumformen als Teil des genehmigten Herstellungsprozesses vor.
Wichtige Faktoren, die bei der Auswahl einer Maschine zu berücksichtigen sind
Die Auswahl der richtigen Vakuum-Gummivulkanisiermaschine für eine bestimmte Produktionsanwendung erfordert eine systematische Bewertung der Prozessanforderungen, Produktionsmengen und langfristigen betrieblichen Überlegungen. Die Priorisierung des niedrigsten Kaufpreises ohne Bewertung der Gesamtbetriebskosten führt oft zu wiederkehrenden Qualitätsproblemen und höheren Lebenszykluskosten.
- Plattengröße und Tageslichtöffnung: Die Abmessungen der Arbeitsplatte müssen für die größte Form, die Sie verwenden möchten, mit ausreichendem Spielraum ausgelegt sein. Die Tageslichtöffnung – der maximale Spalt zwischen offenen Aufspannplatten – muss für die Formhöhe plus Teileentnahmespielraum ausreichen.
- Maximale Spannkraft: Berechnen Sie die erforderliche Schließkraft, indem Sie die projizierte Fläche Ihres Formhohlraums mit dem erforderlichen Formdruck multiplizieren (normalerweise 5 bis 20 MPa, abhängig von der Gummimischung und der Teilegeometrie). Die Nennlast der Maschine muss diesen Wert deutlich überschreiten.
- Erreichbares Vakuumniveau und Pumpenleistung: Stellen Sie sicher, dass die Maschine -0,095 MPa oder besser erreichen kann und dass die Vakuumpumpenkapazität auf das Volumen des Formhohlraums abgestimmt ist, sodass das Zielvakuumniveau innerhalb einer akzeptablen Verweilzeit erreicht wird.
- Spezifikation des Temperaturbereichs und der Gleichmäßigkeit: Stellen Sie sicher, dass die maximale Betriebstemperatur die Aushärtungstemperatur Ihrer Gummimischung abdeckt, und fordern Sie dokumentierte Daten zur Gleichmäßigkeit der Plattentemperatur an – idealerweise ±2 °C oder besser über die gesamte Plattenoberfläche.
- Steuerungssystem und Datenprotokollierung: Für eine qualitätskritische Produktion priorisieren Sie Maschinen mit vollständiger Prozessdatenprotokollierung, Rezepturverwaltung und Aufzeichnung des Alarmverlaufs. Diese Funktionen unterstützen ISO- und branchenspezifische Anforderungen an Qualitätssicherungssysteme und vereinfachen die Ursachenanalyse bei auftretenden Fehlern.
- Kundendienst und Ersatzteilverfügbarkeit: Vakuumsysteme, hydraulische Komponenten und Heizelemente erfordern alle eine regelmäßige Wartung und eventuellen Austausch. Stellen Sie sicher, dass der Hersteller oder sein Vertreter vor Ort kritische Ersatzteile umgehend liefern kann, und überprüfen Sie die Garantiebedingungen und die Verfügbarkeit von Servicetechnikern vor Ort, bevor Sie sich an einen Lieferanten wenden.
Wartungspraktiken, die die Maschinenleistung schützen
Eine gut gewartete Vakuum-Gummivulkanisiermaschine sorgt für gleichbleibende Qualität und eine längere Lebensdauer. Insbesondere die Vernachlässigung der routinemäßigen Wartung von Vakuum- und Hydrauliksystemen führt zu einem allmählichen Leistungsabfall, der häufig fälschlicherweise als Prozess- oder Materialproblem und nicht als Maschinenproblem diagnostiziert wird.
- Überprüfen und ersetzen Sie das Vakuumpumpenöl in den vom Hersteller angegebenen Abständen – typischerweise alle 500 bis 1.000 Betriebsstunden –, da eine Ölverschmutzung die Pumpeneffizienz und das erreichbare Vakuumniveau erheblich beeinträchtigt.
- Überprüfen Sie die Formdichtungen und O-Ringe vor jedem Produktionslauf und tauschen Sie sie sofort aus, wenn Verschleiß, Druckverformung oder Schäden festgestellt werden, da bereits geringfügige Dichtungslecks verhindern, dass das Zielvakuumniveau erreicht wird.
- Überprüfen Sie die Gleichmäßigkeit der Plattentemperatur regelmäßig mithilfe einer kalibrierten Mehrpunkt-Thermoelementmessung und kalibrieren Sie die PID-Temperaturregler neu, wenn Abweichungen die Spezifikation überschreiten.
- Überwachen Sie den Zustand des Hydrauliköls und den Filterstatus und tauschen Sie Filter und Flüssigkeit gemäß dem Wartungsplan aus, um Ventilverschleiß und Zylinderlecks zu verhindern, die zu Ungleichmäßigkeiten bei der Spannkraft führen können.
- Halten Sie die Plattenoberflächen sauber und frei von Gummiablagerungen, da angesammelte Rückstände einen ungleichmäßigen Kontakt mit den Formen verursachen und örtliche Druck- und Temperaturschwankungen verursachen, die die Qualität der Teile beeinträchtigen.