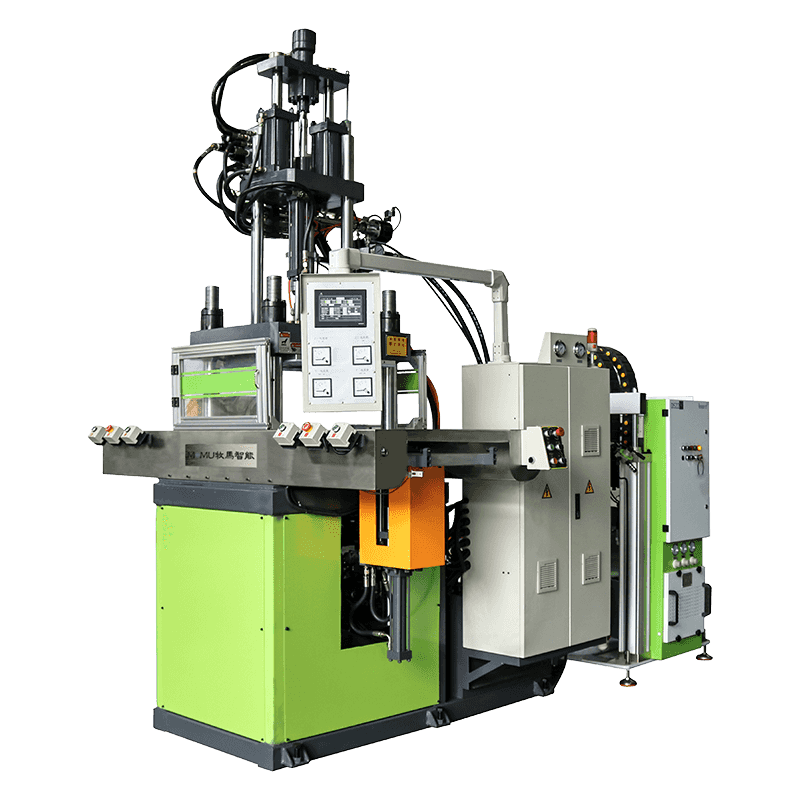
Was das LSR-Spritzgießen grundlegend anders macht
Das Spritzgießen von Flüssigsilikonkautschuk (LSR) ist ein Präzisionsfertigungsverfahren, das sich in nahezu allen kritischen Parametern vom herkömmlichen thermoplastischen Spritzgießen unterscheidet. Während beim thermoplastischen Formen erhitztes Material in eine gekühlte Form eingespritzt wird, um es zu verfestigen, geschieht beim LSR-Formen das Gegenteil: Eine kalte, flüssige Zweikomponenten-Silikonverbindung wird in eine erhitzte Form eingespritzt, wo sie eine Vernetzungsreaktion durch Additionsvernetzung durchläuft und dauerhaft zu einem flexiblen, haltbaren Elastomerteil vulkanisiert. Diese thermische Inversion – Kalteinspritzung in eine heiße Form – definiert die gesamte Maschinenarchitektur, die Formdesignphilosophie und die Prozesssteuerungsstrategie, die für eine erfolgreiche LSR-Produktion erforderlich sind. Das Verständnis dieser grundlegenden Umkehrung ist der Ausgangspunkt für jeden, der eine LSR-Spritzgießmaschine spezifiziert, bedient oder konstruiert.
LSR-Compounds werden als zweiteilige Systeme geliefert: Teil A enthält das Basispolymer mit einem Platinkatalysator und Teil B enthält das Vernetzer- und Inhibitorpaket. Diese beiden Komponenten werden getrennt gelagert, um eine vorzeitige Aushärtung zu verhindern, durch das Dosiersystem der Maschine im Verhältnis 1:1 dosiert, unmittelbar vor dem Einspritzen in einem statischen Mischer gemischt und in einem thermisch konditionierten, stark kontrollierten Fluss in die Form gefördert. Das gesamte Materialhandhabungs- und Einspritzsystem muss auf Temperaturen zwischen 5 °C und 25 °C gehalten werden, um eine vorzeitige Gelierung zu verhindern, während die Form gleichzeitig bei 150 °C bis 220 °C betrieben wird, um eine schnelle vollständige Aushärtung zu gewährleisten. Die Beherrschung dieses thermischen Kontrasts in der gesamten Maschine und Form ist die zentrale technische Herausforderung beim LSR-Spritzgießen.
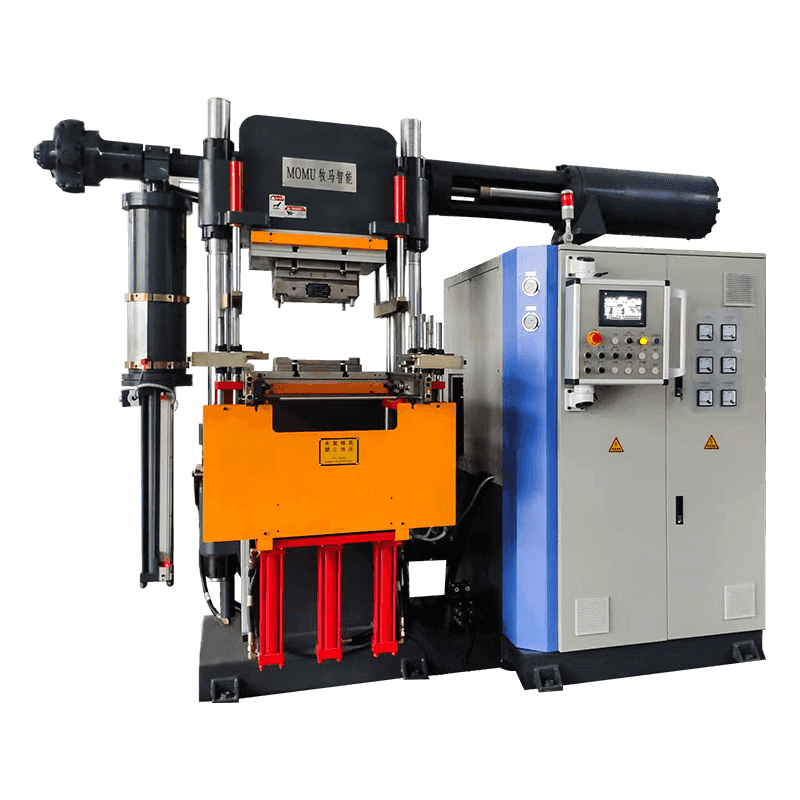
Kernkomponenten einer LSR-Spritzgießmaschine
Ein LSR-Spritzgießmaschine ist ein integriertes System, das aus mehreren Subsystemen besteht, die in präziser Koordination arbeiten müssen, um eine gleichbleibende Teilequalität zu liefern. Im Gegensatz zu einer Standard-Thermoplast-Spritzmaschine, bei der Zylinder und Schnecke für die Plastifizierung und Einspritzung sorgen, ist die Einspritzeinheit der LSR-Maschine speziell für die Verarbeitung einer niedrigviskosen, thermisch empfindlichen Zweikomponentenflüssigkeit ausgelegt. Jedes Subsystem spielt dabei eine spezifische und nicht ersetzbare Rolle.
Zweikomponenten-Dosier- und Dosiersystem
Das Dosiersystem entnimmt Teil A und Teil B aus Vorratsfässern oder -eimern mithilfe von Folgeplatten, die einen konstanten Druck auf die Materialoberfläche aufrechterhalten und Lufteinschlüsse verhindern. Präzisions-Zahnradpumpen oder Kolbendosierpumpen fördern beide Komponenten gleichzeitig in einem präzise gesteuerten Volumenverhältnis von 1:1, wobei die Verhältnisgenauigkeit typischerweise bei ±1 % liegt, um eine gleichmäßige Vernetzungsdichte und Endhärte sicherzustellen. Viele Systeme verfügen außerdem über eine Pigmentdosierlinie – einen dritten Dosierstrom, der Farbmasterbatch oder funktionelle Additive in programmierbaren Verhältnissen in den Mischkopf einbringt und so eine mehrfarbige oder additivdosierte Produktion ohne manuelle Compound-Vorbereitung ermöglicht. Drucksensoren und Durchflussmesser im gesamten Dosierkreislauf liefern Echtzeit-Feedback, das Alarme auslöst und die Maschine stoppt, wenn Verhältnisabweichungen oder Durchflussanomalien erkannt werden.

Statisches Misch- und Kaltkanalsystem
Nach der Dosierung durchlaufen die beiden Komponenten einen statischen Einwegmischer – ein Rohr mit einer Reihe spiralförmiger Mischelemente, die die Materialströme nach und nach teilen und wieder vereinen, bis eine vollständige homogene Mischung erreicht ist, typischerweise innerhalb von 20 bis 40 Mischelementen, abhängig von der Viskosität der Mischung und der gewünschten Mischungsqualität. Die gemischte Masse gelangt dann in das Kaltkanalsystem in der Form, einem thermisch isolierten Verteiler, der mithilfe von Wasserkühlkreisläufen, die unabhängig von der Temperaturregelung der Heißform laufen, auf der gleichen kühlen Temperatur wie der Einspritzzylinder gehalten wird – normalerweise unter 20 °C. Der Kaltkanal hält ungehärtetes LSR zwischen den Schüssen zurück, was Materialverschwendung verhindert und eine automatische Entkopplung ermöglicht, da der Anguss und die Kanäle des Kaltkanals flüssig bleiben und beim Öffnen der Form zurückgezogen werden, so dass kein ausgehärteter Kanalabfall zurückbleibt, der abgeschnitten oder recycelt werden muss.
Einspritzzylinder und hin- und hergehende Schnecke
Der Einspritzzylinder erhält die gemischte LSR-Mischung vom Kaltkanalverteiler und verwendet eine hin- und hergehende Schnecke mit geringer Kompression, um einen Schuss Material zu sammeln und ihn in die Formhohlräume einzuspritzen. Im Gegensatz zu thermoplastischen Schnecken, die darauf ausgelegt sind, Wärme durch Scherung zu erzeugen, haben LSR-Einspritzschnecken sehr niedrige Kompressionsverhältnisse (typischerweise 1:1 bis 1,2:1) und sind so konzipiert, dass sie Material mit minimaler Schererwärmung fördern, um eine vorzeitige Aushärtung im Zylinder zu vermeiden. Die gesamte Zylinderbaugruppe ist mit Wasserkühlung ummantelt, um die Materialtemperatur unter der Aktivierungsschwelle des Platinkatalysators zu halten. Die Genauigkeit der Schussgröße ist beim LSR-Spritzgießen von entscheidender Bedeutung, da das Material eine sehr niedrige Viskosität aufweist und auch über kleine Lücken hinweg spritzt, wenn das Schussvolumen das Hohlraumvolumen übersteigt. Der typische Einspritzdruck für LSR liegt zwischen 100 und 250 bar und ist damit deutlich niedriger als der Spritzdruck für thermoplastische Kunststoffe.
Formenbauprinzipien speziell für die LSR-Verarbeitung
Die LSR-Formenkonstruktion folgt Prinzipien, die in vielerlei Hinsicht das Gegenteil der thermoplastischen Formenkonstruktion sind. Da LSR beim Aushärten leicht schrumpft (normalerweise 2–4 % lineare Schrumpfung, je nach Verbindung und Aushärtungsbedingungen) und im unausgehärteten Zustand eine extrem niedrige Viskosität aufweist, muss die Form mit engeren Trennlinientoleranzen, aggressiveren Entlüftungsstrategien und einer thermischen Architektur entworfen werden, die eine schnelle und gleichmäßige Aushärtung im gesamten Hohlraum fördert. Beim Formenbau wird typischerweise gehärteter Werkzeugstahl der Qualität P20 oder H13 verwendet, wobei die Hohlraumoberflächen auf Ra 0,05 µm oder besser poliert sind, um die erforderliche Oberflächengüte auf medizinischen, optischen oder verbrauchertauglichen LSR-Teilen zu erreichen.
Trennlinientoleranzen und Gratverhinderung
Die niedrige Viskosität von LSR – typischerweise 50.000 bis 300.000 mPa·s bei Einspritztemperatur – bedeutet, dass es bei Einspritzdruck in Lücken von nur 0,004 mm eindringt und Grate erzeugt, die extrem dünn, schwer zu trimmen und für Präzisionsanwendungen nicht akzeptabel sind. Die Oberflächen der Trennfugen müssen bis auf 0,005 mm über die Formfläche flach geschliffen sein und die Klemmkraft muss ausreichen, um die Trennfuge während des gesamten Einspritzens und Aushärtens gegen den Hohlraumdruck geschlossen zu halten. Die erforderliche Spannkraft wird auf der Grundlage der projizierten Teilefläche und des Spitzeninnendrucks berechnet, wobei ein typischer Sicherheitsfaktor von 1,5 bis 2 angewendet wird. Für ein LSR-Werkzeug mit mehreren Kavitäten zur Herstellung kleiner medizinischer Komponenten sind Schließkräfte von 50 bis 150 Tonnen üblich, selbst bei Maschinen mit bescheidenen Schussgrößen.
Entlüftungsstrategie für die Luftevakuierung
In LSR-Formhohlräumen eingeschlossene Luft kann nicht durch das Material entweichen, wie dies bei einigen thermoplastischen Prozessen der Fall ist, bei denen Gas in die Schmelze absorbiert wird. In LSR eingeschlossene Luft führt zu Hohlräumen, unvollständiger Füllung und Oberflächendefekten, die besonders in transparenten oder durchscheinenden LSR-Compounds sichtbar sind. Bei der Konstruktion von LSR-Formen kommen zwei Entlüftungsstrategien zum Einsatz: passive Entlüftung durch präzisionsgeschliffene Trennlinienentlüftungen mit einer Tiefe von 0,003 bis 0,005 mm, die an den letzten Füllstellen platziert werden, und aktive Vakuumentlüftung, bei der eine Vakuumpumpe die geschlossenen Formhohlräume durch spezielle Entlüftungskanäle unmittelbar vor dem Einspritzen evakuiert. Vakuumunterstütztes LSR-Formen ist für Teile mit komplexer Geometrie, dünne Wände unter 0,5 mm oder Anwendungen, bei denen ein Null-Hohlraumgehalt eine Qualitätsanforderung ist, wie bei implantierbaren medizinischen Komponenten, zwingend erforderlich.
Thermisches Design und Heizsystemlayout
Eine gleichmäßige Formtemperatur ist für eine gleichmäßige Aushärtungsrate in allen Kavitäten von entscheidender Bedeutung, insbesondere bei Werkzeugen mit mehreren Kavitäten, bei denen Temperaturschwankungen zwischen den Kavitäten zu Teilen mit unterschiedlicher Härte, Schrumpfung und mechanischen Eigenschaften führen. Elektrische Heizpatronen sind die gebräuchlichste Heizmethode für LSR-Formen. Sie werden in präzise angeordneten Mustern installiert, die bei Messung unter stabilen Produktionsbedingungen eine Temperaturgleichmäßigkeit von ±3 °C über die Kavitätsoberfläche erreichen. Formtemperaturregler speziell für den LSR-Betrieb halten eine Sollwertgenauigkeit von ±1 °C aufrecht und reagieren schnell auf den Wärmeentzug, der durch das Einspritzen von kaltem LSR gegen die heiße Formoberfläche bei jedem Zyklus entsteht. Die Platzierung des Thermoelements innerhalb von 5 mm von der Kavitätsoberfläche – und nicht im Formboden – sorgt für eine repräsentativere Rückmeldung der Kavitätstemperatur und eine genauere Kontrolle.
Wichtige Prozessparameter und ihre Auswirkung auf die Teilequalität
Um den LSR-Spritzgussprozess so zu steuern, dass konsistente, fehlerfreie Teile hergestellt werden, muss man verstehen, wie sich die einzelnen Prozessparameter auf das Endergebnis auswirken. Die folgende Tabelle fasst die kritischen Parameter, ihre typischen Betriebsbereiche und die Qualitätsmerkmale zusammen, die sie hauptsächlich beeinflussen:
| Parameter | Typischer Bereich | Primärer Qualitätseffekt |
| Formtemperatur | 150–220°C | Vollständigkeit der Aushärtung, Zykluszeit, Schrumpfung |
| Einspritzgeschwindigkeit | 10–80 mm/s Schneckengeschwindigkeit | Füllstand, Lufteinschluss, Risiko von Flammschutzmitteln |
| Einspritzdruck | 100–250 bar | Hohlraumfüllung, Trennfugengrat |
| Aushärtezeit | 15–90 Sekunden | Mechanische Eigenschaften, Teilereißbarkeit |
| Materialtemperatur (Fass) | 5–25°C | Topfzeit, Verhinderung vorzeitiger Gelbildung |
| Dosierungsverhältnis (A:B) | 1:1 ± 1 % | Härte, Vernetzungsdichte, Druckverformungsrest |
Die Aushärtezeit ist besonders einflussreich, da unzureichend ausgehärtete LSR-Teile beim Entformen reißen, während eine deutlich zu starke Aushärtung die Zykluszeit verschwendet, ohne dass sich die mechanischen Eigenschaften nennenswert verbessern, sobald die volle Vernetzungsdichte erreicht ist. Die minimale Aushärtezeit für eine bestimmte Formtemperatur wird durch eine Aushärtungsstudie ermittelt, bei der Teile in immer kürzeren Abständen entformt und auf Reißfestigkeit und Druckverformungsrest getestet werden, bis die minimal akzeptable Aushärtezeit ermittelt ist. Bei der Produktion wird zur Mindestaushärtungszeit eine Sicherheitsmarge von 10–15 % hinzugerechnet, um normale Prozessschwankungen zu berücksichtigen.
Entwerfen von LSR-Teilen für Formbarkeit und Leistung
Bei der Teilekonstruktion für das LSR-Spritzgießen muss die einzigartige Kombination aus hoher Elastizität, niedrigem Modul und erheblicher Härtungsschrumpfung des Materials berücksichtigt werden. Speziell für LSR gelten mehrere Designregeln, die sich von den Designrichtlinien für thermoplastischen und formgepressten Silikonkautschuk unterscheiden:
- Gleichmäßigkeit der Wandstärke: LSR fließt leicht in dünne Abschnitte, aber eine stark ungleichmäßige Wandstärke führt zu unterschiedlichen Aushärtungsraten und Eigenspannungen, die nach dem Entformen zu Verzug führen. Dieser Effekt wird minimiert, wenn die Wandstärkenvariation im gesamten Teil in einem Verhältnis von maximal 3:1 – und idealerweise 2:1 – gehalten wird. Übergänge zwischen dicken und dünnen Abschnitten sollten eher mit einem Radius als abrupte Stufen erfolgen.
- Entformungsschrägen: Obwohl LSR aufgrund seiner hohen Elastizität über Hinterschnitte gedehnt und aus der Form herausgerissen werden kann, reduzieren Formschrägen von 3° bis 5° pro Seite an Innenwänden die erforderliche Entformungskraft und verlängern die Lebensdauer der Form. Für strukturierte oder verklebte Oberflächen werden höhere Entformungswinkel von 5° bis 10° empfohlen, um ein Ausreißen der Oberflächenstruktur beim Teileauswurf zu verhindern.
- Lage und Größe des Tors: LSR-Anschnitte sollten sich am dicksten Querschnitt des Teils befinden, damit das Material von dick nach dünn fließen kann, wodurch das Risiko von Kurzschüssen in feinen Merkmalen verringert wird. Tunnelanschnitte und Stiftanschnitte lösen sich in LSR aufgrund der elastischen Erholung des Materials selbsttätig und werden daher gegenüber Randanschnitten bevorzugt, die Markierungen hinterlassen, die ein manuelles Zuschneiden erfordern.
- Schwindungskompensation bei Hohlraumabmessungen: LSR schrumpft nach dem Entformen und Nachhärten linear um 2–4 %, und die Hohlraumabmessungen müssen um die erwartete Schrumpfung vergrößert werden, um die Zielteilabmessungen zu erreichen. Die Schrumpfung variiert je nach Compound-Härte, Aushärtetemperatur und Teilegeometrie. Daher sind erste Werkzeugversuche unerlässlich, um die tatsächliche Schrumpfung für jede spezifische Compound- und Formkonstruktion zu kalibrieren, bevor das Werkzeug fertiggestellt wird.
Häufige Fehler beim LSR-Formen und ihre Ursachen
Selbst bei gut konstruierten Formen und ordnungsgemäß konfigurierten Maschinen ist das LSR-Spritzgießen anfällig für eine Reihe wiederkehrender Fehler, deren Behebung eine systematische Diagnose und Prozessanpassung erfordert. Die Identifizierung der Grundursache jedes Fehlers – unabhängig davon, ob er in der Maschine, der Form, dem Material oder den Prozessparametern liegt – ist für die Umsetzung einer wirksamen Korrekturmaßnahme von entscheidender Bedeutung, anstatt das Symptom durch kompensatorische Parameteränderungen zu maskieren.
- Blitz: Der häufigste LSR-Fehler wird durch zu hohen Einspritzdruck, unzureichende Schließkraft, verschlissene oder außerhalb der Toleranz liegende Trennlinienoberflächen oder Formverformung unter dem Werkzeuginnendruck verursacht. Zu den Korrekturmaßnahmen gehören die Überprüfung der Angemessenheit der Schließkraft, das Nachschleifen der Trennlinienoberflächen, die Reduzierung der Einspritzgeschwindigkeit und des Einspritzdrucks sowie die Überprüfung der Ebenheit der Formplatte und des Zustands der Stützsäule.
- Kurze Aufnahmen und unvollständige Füllung: Verursacht durch unzureichendes Schussvolumen, verstopfte Entlüftungsöffnungen, Lufteinschluss oder Material, das aufgrund von Temperaturschwankungen teilweise im Lauf oder Kaltkanal geliert ist. Die ersten Diagnoseschritte sind die Überprüfung und Reinigung der Entlüftungskanäle, die Überprüfung der Lauf- und Kaltkanaltemperaturen sowie eine leichte Erhöhung des Schussvolumens.
- Reißen beim Entformen: Zeigt eine Unteraushärtung aufgrund unzureichender Aushärtezeit oder niedriger Formtemperatur an. Eine Verlängerung der Verweilzeit oder eine Erhöhung der Formtemperatur um 5–10 °C löst die meisten Rissprobleme. Anhaltende Risse bei komplexer Geometrie können auf ein Problem mit der Formkonstruktion hinweisen, da die Teilegeometrie beim Auswerfen Spannungskonzentrationen erzeugt, die eine Konstruktionsänderung erfordern.
- Härteunterschied zwischen Hohlräumen: Verursacht durch ungleichmäßige Formtemperatur über die Kavitätsplatte hinweg, was zu unterschiedlichen Aushärteraten in verschiedenen Kavitäten führt. Die Thermoelementkartierung der Formoberfläche während der Produktion identifiziert heiße und kalte Zonen, und es werden Anpassungen der Heizungsplatzierung oder der Stromverteilung vorgenommen, um eine thermische Gleichmäßigkeit innerhalb der Spezifikation zu erreichen.