Was ist eine Gummi-Kompressionsformmaschine?
A Gummi-Formpressmaschine ist eine hydraulische Presse, die speziell zum Formen von Gummimischungen durch kontrollierte Anwendung von Hitze und Druck in einem geschlossenen Formhohlraum entwickelt wurde. Im Gegensatz zum Spritzgießen, bei dem Material durch ein Angusssystem in eine Form gedrückt wird, wird beim Formpressen eine vorab abgemessene Gummiladung – ein sogenannter Vorformling – direkt in den offenen Formhohlraum eingebracht. Die Presse schließt dann die Form unter hohem hydraulischen Druck und wendet gleichzeitig Wärme an, wodurch der Gummi fließt, den Hohlraum füllt und zu einer dauerhaften, festen Form vulkanisiert. Das Ergebnis ist ein fertiges Gummibauteil, das die Geometrie der Form präzise nachbildet.
Diese Maschinen sind von grundlegender Bedeutung für Branchen, die auf Präzisionsgummikomponenten angewiesen sind: Automobildichtungssysteme, Industriedichtungen, Schwingungsdämpfer für die Luft- und Raumfahrt, Komponenten für medizinische Geräte, Schuhsohlen und Konsumgüter. Das Formpressverfahren wird wegen seiner Einfachheit, der relativ geringen Werkzeugkosten im Vergleich zum Spritzgießen und seiner Eignung für eine Vielzahl von Gummimischungen geschätzt, darunter Naturkautschuk, Silikon, EPDM, Neopren, Nitril (NBR) und Fluorelastomere (FKM). Die Maschine selbst ist die kontrollierte Umgebung, die eine konsistente, wiederholbare Vulkanisation im Produktionsmaßstab ermöglicht.
Kernarbeitsprinzip: Hitze, Druck und Vulkanisation
Das Funktionsprinzip einer Gummi-Formpressmaschine basiert auf drei voneinander abhängigen Variablen: Temperatur, Druck und Aushärtezeit. Zusammengenommen bestimmen diese, ob ein geformtes Gummiteil seine vorgesehenen physikalischen Spezifikationen erfüllt oder aufgrund von unzureichender Aushärtung, übermäßiger Aushärtung oder Maßungenauigkeit versagt.
Die Form – typischerweise aus gehärtetem Stahl oder Aluminium gefertigt – wird zwischen der oberen und unteren Platte der hydraulischen Presse montiert. In den Platten eingebettete elektrische Heizelemente oder Dampfkreisläufe übertragen die Wärme durch die Form auf die Gummifüllung. Wenn sich der Gummi erwärmt, wird er weich und biegsam und fließt dann unter dem Schließdruck der Presse, um jede Kontur des Hohlraums auszufüllen. Gleichzeitig aktiviert die Hitze die Vulkanisationsmittel (normalerweise Schwefelverbindungen oder Peroxide) in der Gummimischung und löst so eine Vernetzung der Polymerketten aus. Durch diese Vernetzung entsteht aus dem weichen, thermoplastischen Rohkautschuk ein elastisches, formstabiles und formbeständiges Bauteil.
Die Aufrechterhaltung einer präzisen Temperaturgleichmäßigkeit über die gesamte Plattenoberfläche ist von entscheidender Bedeutung. Eine ungleichmäßige Wärmeverteilung führt zu unterschiedlichen Aushärtungsraten innerhalb einer einzelnen Form und führt zu Teilen mit ungleichmäßiger Härte, Oberflächenfehlern oder inneren Hohlräumen. Moderne Formpressmaschinen verwenden PID-Temperaturregler (Proportional-Integral-Derivativ), um die Plattentemperaturen während des gesamten Produktionszyklus innerhalb von ±1 °C des Sollwerts zu halten.

Haupttypen von Gummi-Kompressionsformmaschinen
Gummi-Formpressmaschinen sind in verschiedenen Konfigurationen erhältlich, die jeweils für unterschiedliche Produktionsumgebungen, Teilegrößen und Automatisierungsgrade geeignet sind.
Eintagespresse
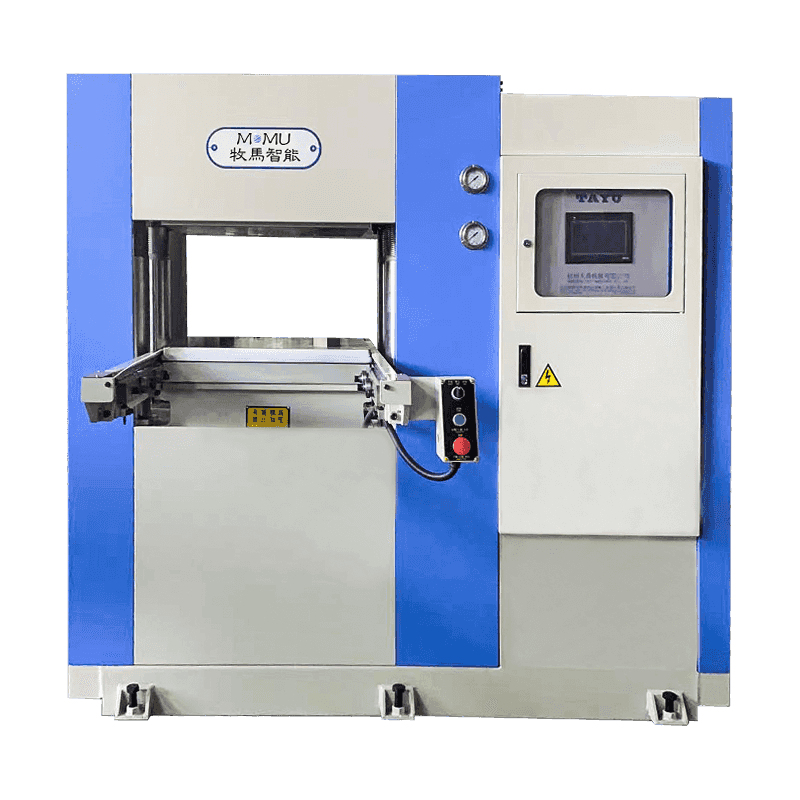
Die Ein-Etagen-Presse verfügt über eine Öffnung zwischen der oberen und unteren Platte, in die jeweils nur eine Form passt. Dies ist die gebräuchlichste Konfiguration für kleine bis mittlere Produktionsläufe und zum Formen relativ großer Einzelkomponenten. Es bietet eine unkomplizierte Bedienung, einen einfachen Formwechsel und direkten Bedienerzugriff auf die Form zum Laden der Vorformlinge und zum Entfernen von Teilen. Einetagenpressen sind je nach Anwendung mit Schließkräften von 50 Tonnen bis über 1.000 Tonnen erhältlich.
Mehrtagespresse
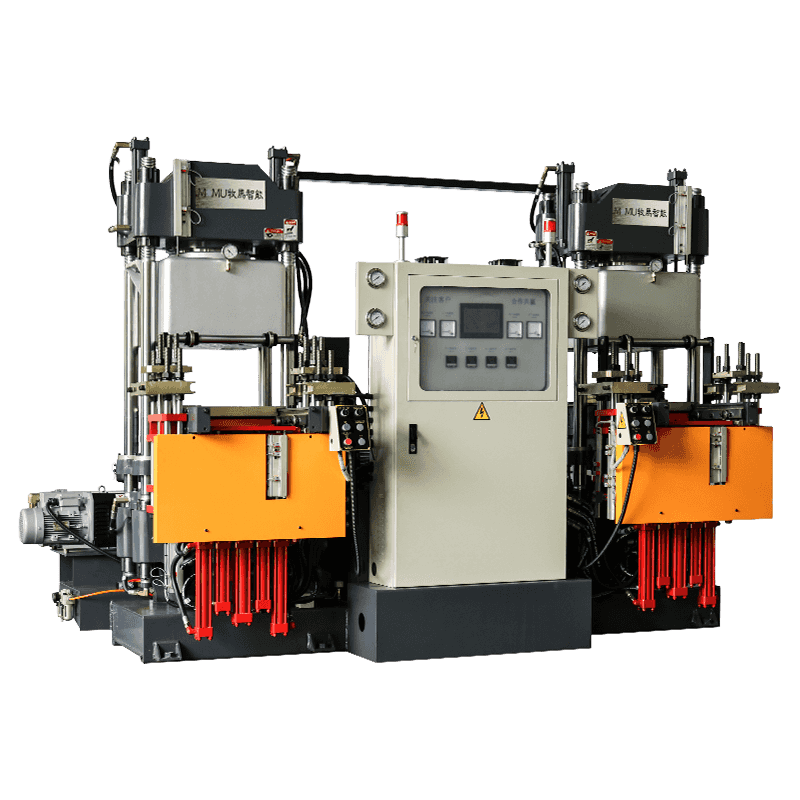
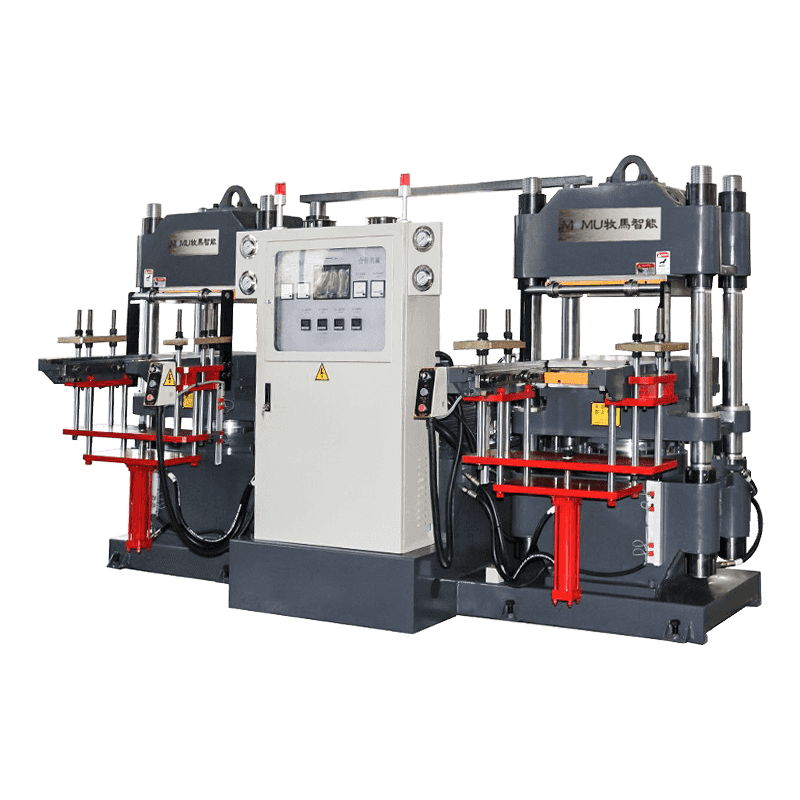
Mehretagenpressen verfügen über mehrere vertikal gestapelte Heizplatten, die mehrere Formöffnungen – oder Etagen – erzeugen, die gleichzeitig in einem einzigen Pressenhub arbeiten. Diese Konfiguration erhöht die Leistung pro Zyklus erheblich, ohne dass zusätzliche Stellfläche oder separate Pressen erforderlich sind. Eine Vier-Etagen-Presse vervierfacht effektiv die Anzahl der in jedem Produktionszyklus aktiven Formhohlräume und macht sie so äußerst effizient für die Massenproduktion kleiner bis mittelgroßer Gummiteile wie Dichtungen, O-Ringe, Schwingungsdämpfer und Tüllen.
Rotations- oder Wechseltischpresse
Rund- und Wechseltischpressen sind so konzipiert, dass sie die Ergonomie des Bedieners und die Zykluseffizienz verbessern, indem sie die Be- und Entladezone von der Presszone trennen. Ein rotierender Drehteller oder ein verschiebbarer Shuttle bewegt Formen automatisch oder halbautomatisch in die Presse hinein und aus ihr heraus, sodass der Bediener an einer sicheren, zugänglichen Station Vorformlinge laden und fertige Teile entnehmen kann, während die Presse ihren Aushärtezyklus abschließt. Dieses Design ist besonders effektiv in Produktionsumgebungen mit hoher Taktfrequenz, in denen die Minimierung unproduktiver offener Zeiten Priorität hat.
Vakuum-Kompressionsformpresse
Für Anwendungen, die hohlraumfreie, hochintegrierte Gummiteile erfordern – wie medizinische Silikonkomponenten, Luft- und Raumfahrtdichtungen oder elektrische Hochspannungsisolatoren – evakuieren Vakuumkompressionspressen vor und während des Presszyklus Luft aus dem Formhohlraum. In der Form eingeschlossene Restluft kann zu Porosität, unvollständiger Füllung und Oberflächenfehlern führen, die bei kritischen Anwendungen nicht akzeptabel sind. Das Vakuumsystem entfernt diese Luft, bevor der Gummi fließt und vulkanisiert, und sorgt so für dichte, fehlerfreie Teile, die strengen Qualitätsstandards entsprechen.
Wichtige technische Spezifikationen erklärt
Die Auswahl der richtigen Gummiformmaschine erfordert ein klares Verständnis der technischen Spezifikationen, die ihre Fähigkeiten definieren. Die folgenden Parameter sind am kritischsten zu bewerten:
| Spezifikation | Typischer Bereich | Warum es wichtig ist |
| Spannkraft | 50 – 2.000 Tonnen | Bestimmt den Druck im Formhohlraum und die Gratkontrolle |
| Plattengröße | 200×200mm – 1500×1500mm | Legt die maximale Formfläche und Hohlraumanzahl fest |
| Temperaturbereich | 100°C – 250°C | Muss den Vulkanisationsanforderungen der Mischung entsprechen |
| Eröffnung bei Tageslicht | 200 mm – 800 mm | Muss die Formhöhe und den sicheren Ladeabstand berücksichtigen |
| Temperaturgleichmäßigkeit | ±1°C – ±3°C | Entscheidend für eine gleichmäßige Aushärtung über die gesamte Plattenfläche |
| Kontrollsystem | SPS-Touchscreen-HMI | Ermöglicht Rezeptspeicherung, Prozessüberwachung und Alarmmanagement |
Die Spannkraft ist wohl die grundlegendste Spezifikation. Er muss ausreichen, um die Form gegen den Innendruck vollständig geschlossen zu halten, der von der Gummimischung erzeugt wird, wenn diese beim Erhitzen weicher wird und sich ausdehnt. Bei unzureichender Schließkraft kann sich die Form öffnen, was zu übermäßigen Graten führt – dünne Gummirippen an der Trennfuge –, die ein arbeitsintensives Beschneiden nach dem Formen erfordern und zu mehr Materialverschwendung führen.
Für das Formpressen geeignete Gummimischungen
Nicht alle Gummimischungen eignen sich gleichermaßen für das Formpressen und die Maschine muss entsprechend dem zu verarbeitenden Material konfiguriert werden. Zu den am häufigsten verarbeiteten Verbindungen gehören:
- Naturkautschuk (NR): Hervorragende mechanische Eigenschaften und Elastizität; weit verbreitet in Industrie- und Automobilanwendungen; vulkanisiert leicht bei 150–170 °C.
- Silikon (VMQ/HCR): Hervorragende Temperaturbeständigkeit (-60 °C bis 230 °C), Biokompatibilität und Witterungsbeständigkeit; erfordert eine präzise Temperaturregelung, typischerweise im Bereich von 160–180 °C; werden häufig in medizinischen Anwendungen und Anwendungen mit Lebensmittelkontakt eingesetzt.
- EPDM: Hervorragende Ozon-, UV- und Wetterbeständigkeit; Wird häufig für Dichtungen, Dichtungen und Dachprofile im Außenbereich verwendet. typischerweise bei 160–180 °C geformt.
- Nitril (NBR): Hervorragende Öl- und Kraftstoffbeständigkeit; das Standardmaterial für Kfz-Öldichtungen, Kraftstoffsystemkomponenten und Hydraulikdichtungen; geformt bei 150–170°C.
- Fluorelastomer (FKM/Viton): Außergewöhnliche Beständigkeit gegen Hitze, Chemikalien und Kraftstoffe; Wird in anspruchsvollen Anwendungen in der Luft- und Raumfahrt, im Automobilbau und in der chemischen Verarbeitung eingesetzt. erfordert höhere Formtemperaturen von 175–200 °C und längere Aushärtezyklen.
- Neopren (CR): Gutes Gleichgewicht zwischen Ölbeständigkeit und Witterungsbeständigkeit; Wird für Schläuche, Riemen und Kabelummantelungen verwendet. geformt bei 150–170°C.
Automatisierungs- und Steuerungsfunktionen in modernen Maschinen
Moderne Gummipressmaschinen haben sich weit über einfache hydraulische Pressen mit manueller Steuerung hinaus entwickelt. Heutige Maschinen verfügen über hochentwickelte Automatisierungs- und digitale Steuerungsfunktionen, die die Prozesskonsistenz verbessern, die Abhängigkeit des Bedieners verringern und die Integration in umfassendere Fabrikmanagementsysteme ermöglichen.
SPS-basierte Prozesssteuerung
Speicherprogrammierbare Steuerungen (SPS) verwalten den gesamten Pressenzyklus – Schließgeschwindigkeit, Druckanstieg, Aushärtezeit, Öffnungssequenz und Auswurf – basierend auf gespeicherten Rezepten. Jede Kombination aus Gummimischung und Form kann über ein eigenes gespeichertes Programm verfügen, sodass Bediener die Produkte wechseln können, indem sie einfach das entsprechende Rezept auf dem HMI-Touchscreen auswählen, anstatt die Parameter manuell zurückzusetzen. Die rezeptbasierte Steuerung eliminiert Einrichtungsfehler und stellt sicher, dass jeder Produktionslauf mit einer validierten Basislinie beginnt.
Automatische Entgratung und Entgasung
Viele Maschinen verfügen über programmierbare Entgasungssequenzen – kurze kontrollierte Öffnungen der Presse in der frühen Phase des Aushärtungszyklus – die es ermöglichen, dass eingeschlossene Luft und flüchtige Stoffe aus der Form entweichen, bevor sie endgültig geschlossen und vollständig ausgehärtet wird. Dies ist besonders wichtig für dicke oder komplexe Teile, bei denen innere Porosität ein häufiger Defekt ist. Einige Pressen verfügen außerdem über Roboterarme oder mechanische Entgratungswerkzeuge, die die Grate von den Teilen unmittelbar nach der Entformung entfernen und so den manuellen Nachbearbeitungsaufwand reduzieren.
Datenprotokollierung und Qualitätsrückverfolgbarkeit
Industrielle Kompressionspressen verfügen zunehmend über Datenprotokollierungsfunktionen, die Temperatur, Druck, Zykluszeit und Alarmereignisse für jeden Produktionszyklus aufzeichnen. Diese Rückverfolgbarkeit ist in regulierten Branchen wie der Medizintechnik und der Luft- und Raumfahrtindustrie von entscheidender Bedeutung, wo Produktionsaufzeichnungen aufbewahrt und überprüfbar sein müssen. Echtzeit-Überwachungs-Dashboards ermöglichen es Produktionsleitern, die Maschinenleistung mehrerer Druckmaschinen gleichzeitig zu verfolgen und Abweichungen zu erkennen, bevor sie zu fehlerhaften Chargen führen.
So wählen Sie die richtige Maschine für Ihre Anwendung aus
Die Auswahl einer Gummi-Formpressmaschine ist eine Entscheidung mit mehreren Variablen, die von Ihren spezifischen Produktanforderungen, Produktionsmengen und Materialtypen und nicht nur von den Maschinenkosten allein bestimmt werden sollte. Arbeiten Sie die folgenden Überlegungen systematisch durch:
- Definieren Sie Ihre Teilegeometrie und Formgröße: Die Plattenabmessungen müssen bequem zu Ihrer Form passen und auf allen Seiten Freiraum bieten. Berechnen Sie bei Formen mit mehreren Kavitäten die projizierte Gesamtfläche, um die erforderliche Mindestschließkraft zu bestimmen.
- Identifizieren Sie Ihre Gummimischung: Bestätigen Sie den Vulkanisationstemperaturbereich und die Aushärtezeit für Ihre Verbindung. Stellen Sie sicher, dass das Heizsystem der Maschine diese Temperatur über die gesamte Platte hinweg mit der für Ihre Qualitätsstandards erforderlichen Gleichmäßigkeit erreichen und aufrechterhalten kann.
- Produktionsvolumen beurteilen: Die Großserienfertigung von Kleinteilen profitiert von Mehretagenkonfigurationen oder Drehtischautomatisierung. Kleine bis mittlere Volumina großer oder komplexer Teile eignen sich typischerweise für eine Einetagenpresse mit rezeptbasierter SPS-Steuerung.
- Berücksichtigen Sie Qualitätsanforderungen: Anwendungen, die lunkerfreie Teile erfordern – Medizin, Luft- und Raumfahrt, Hochspannungselektrik – erfordern vakuumunterstütztes Pressen. Berücksichtigen Sie die Integration des Vakuumsystems von Anfang an in Ihren Spezifikationen und Ihrem Budget.
- Bewerten Sie den Kundendienst: Gummikompressionsmaschinen erfordern eine regelmäßige Wartung der Hydrauliksysteme, Heizelemente und Steuerkomponenten. Die Wahl eines Lieferanten mit zugänglichem technischem Support, verfügbaren Ersatzteilen und Servicekapazitäten vor Ort schützt Ihre Investitionen in die Produktionsverfügbarkeit über die gesamte Lebensdauer der Maschine.
Eine Gummi-Pressformmaschine ist eine langfristige Kapitalinvestition, deren Rendite vollständig davon abhängt, ob ihre Leistungsfähigkeit den Anforderungen Ihres Produktionsprozesses entspricht. Wenn Sie sich die Zeit nehmen, es richtig zu spezifizieren – anstatt standardmäßig auf die kostengünstigste Option zu setzen –, erhalten Sie über die gesamte Betriebslebensdauer der Maschine durchweg eine bessere Teilequalität, geringere Ausschussraten und einen zuverlässigeren Durchsatz.