Was ist eine Flüssigsilikonform-Spannmaschine?
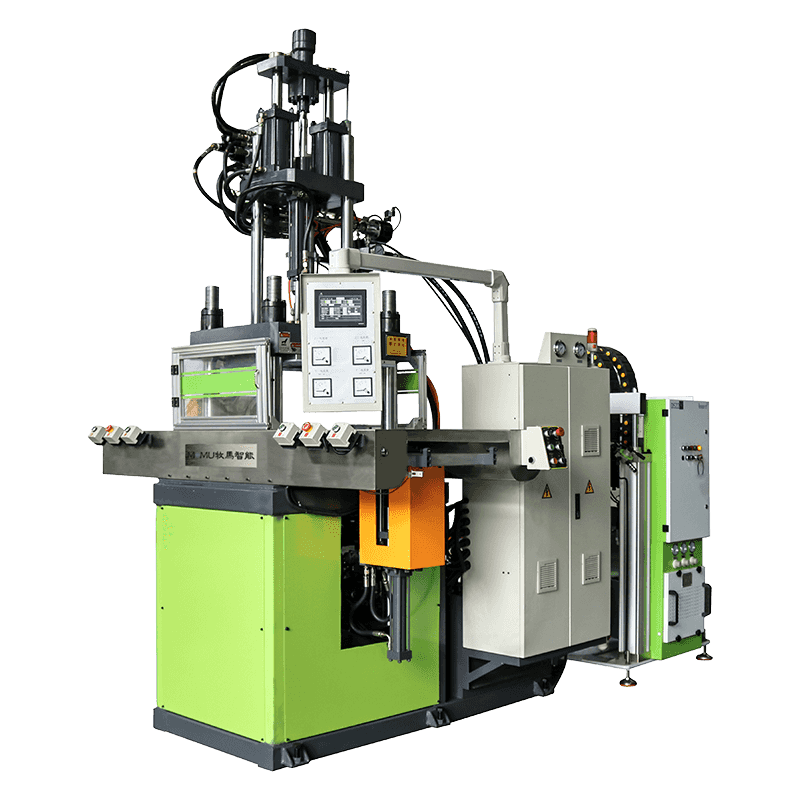
A Flüssigsilikonform-Spannmaschine ist eine spezielle Spritzgussanlage, die speziell für die Verarbeitung von Flüssigsilikonkautschuk (LSR) entwickelt wurde. Im Gegensatz zu herkömmlichen Thermoplast-Spritzgussmaschinen sind LSR-Spannmaschinen so konstruiert, dass sie die einzigartigen rheologischen und thermischen Eigenschaften von Flüssigsilikon beherrschen – einem Zweikomponentenmaterial, das bei Raumtemperatur flüssig bleibt und vulkanisiert (aushärtet), wenn es in einer geschlossenen Form Hitze ausgesetzt wird. Die Maschine klemmt die Formhälften unter genau kontrolliertem Druck zusammen, spritzt die gemischte LSR-Verbindung in den Formhohlraum, leitet die Aushärtung durch Hitze ein und öffnet sich dann, um das fertige Teil freizugeben.
Diese Maschinen werden häufig in der Herstellung medizinischer Geräte, Automobilkomponenten, Unterhaltungselektronik, Babyprodukten und industriellen Dichtungsanwendungen eingesetzt. Ihre Fähigkeit, hochpräzise, gratfreie Silikonteile in großen Mengen und mit minimalem Abfall herzustellen, macht sie zu einem unverzichtbaren Ausrüstungsgegenstand überall dort, wo LSR-Komponenten im Produktionsmaßstab benötigt werden.
Funktionsweise des Formspannsystems bei der LSR-Verarbeitung
Die Formschließeinheit ist der strukturelle Kern jeder Flüssigsilikon-Spritzgießmaschine. Seine Hauptfunktion besteht darin, die beiden Hälften der Form mit ausreichender Kraft zusammenzuhalten, um dem beim Einfüllen des Materials ausgeübten Einspritzdruck standzuhalten. Beim LSR-Spritzguss ist der Einspritzdruck typischerweise niedriger als beim Thermoplastspritzen, aber das Spannsystem spielt dennoch eine entscheidende Rolle bei der Gewährleistung eines perfekt abgedichteten Formhohlraums, der Grate verhindert – den dünnen Film aus überschüssigem Material, der sich an den Trennfugen bildet, wenn die Schließkraft nicht ausreicht.
Die meisten Maschinen zum Spannen von Flüssigsilikonformen verwenden einen hydraulischen oder servoelektrischen Kniehebelspannmechanismus. Das Kniehebelsystem vervielfacht die vom Hydraulikzylinder oder Servomotor erzeugte Kraft über eine mechanische Verbindung und erreicht so eine sehr hohe Spannkraft mit relativ kompakten Antriebskomponenten. Während des Einspritzens verriegelt das Spannsystem die Form in einer geschlossenen Position und sorgt so für einen konstanten Druck während des gesamten Füll- und Aushärtezyklus. Sobald die Vulkanisierung abgeschlossen ist, öffnet sich die Klemme und ein Auswurfsystem – typischerweise pneumatisch oder mechanisch – gibt das fertige Teil aus dem Formhohlraum frei.
Da LSR im Zylinder und im Einspritzsystem kalt gehalten werden muss (um ein vorzeitiges Aushärten zu verhindern), während die Form selbst erhitzt wird, um die Vulkanisation auszulösen, muss die Schließeinheit einen thermisch isolierten Formaufbau ermöglichen. Isolierplatten werden typischerweise zwischen der Form und den Maschinenplatten installiert, um die Wärmeübertragung von der beheizten Form auf die Maschinenstruktur zu verhindern, Komponenten zu schützen und die Energieeffizienz aufrechtzuerhalten.
Wichtige technische Spezifikationen zur Bewertung
Die Auswahl der richtigen Flüssigsilikon-Formschließmaschine erfordert sorgfältige Beachtung einer Reihe technischer Parameter. Jede Spezifikation hat einen direkten Einfluss auf die Qualität der Formteile, die Zykluszeit und die Palette der Formen und Produkte, die die Maschine verarbeiten kann.
Primäre Maschinenspezifikationen
| Spezifikation | Typischer Bereich/Beschreibung |
| Spannkraft | 50 kN bis 10.000 kN (5 bis 1.000 Tonnen) |
| Plattengröße | Variiert je nach Maschinentonnage; muss den Formabmessungen entsprechen |
| Formtemperaturbereich | 150 °C bis 220 °C (302 °F bis 428 °F) |
| Typ der Einspritzeinheit | Spezielles LSR-Dosierpumpensystem (A-B-Komponenten) |
| Fasstemperatur | Auf 5–15 °C abgekühlt, um vorzeitiges Aushärten zu verhindern |
| Kontrollsystem | SPS mit Touchscreen-HMI; programmierbare Zyklusparameter |
| Abstand der Verbindungsstangen | Definiert die maximale Formbreite, die installiert werden kann |
| Eröffnung bei Tageslicht | Maximaler Abstand zwischen den Platten im geöffneten Zustand |
Die Spannkraft gehört zu den kritischsten Parametern. Es muss ausreichend sein, um die Form gegen den Einspritzdruck dicht zu halten, ohne zu stark zu spannen, was mit der Zeit zu Schäden an den Formtrennflächen führen kann. Zur Berechnung der erforderlichen Schließkraft muss die projizierte Fläche der Formhohlräume mit dem Hohlraumdruck multipliziert und eine Sicherheitsmarge von 10–20 % hinzugefügt werden, um Prozessschwankungen zu berücksichtigen.
Das LSR-Dosier- und Injektionssystem
Im Gegensatz zum thermoplastischen Spritzgießen, bei dem ein einzelnes Harz geschmolzen und eingespritzt wird, erfordert die LSR-Verarbeitung ein Zweikomponenten-Dosiersystem, das die Basissilikonverbindung (Komponente A) und den Platinkatalysator (Komponente B) vor dem Einspritzen präzise dosiert und im Verhältnis 1:1 mischt. Die Formschließmaschine für flüssiges Silikon ist in der Regel mit einer speziellen LSR-Dosierpumpeneinheit gekoppelt, die aus Vorratsfässern saugt, beide Komponenten über Zahnradpumpen oder Kolbenpumpen dosiert, sie über einen statischen Mischer mischt und die gemischte Masse in den Einspritzzylinder fördert.
Der Einspritzzylinder und die Schnecke sind wassergekühlt oder temperaturgesteuert, um das LSR auf einer niedrigen Temperatur zu halten – typischerweise zwischen 5 °C und 15 °C – und so eine vorzeitige Vulkanisation im Zufuhrsystem zu verhindern. Das Schraubendesign für LSR unterscheidet sich von Standard-Thermoplastschrauben; Typischerweise hat es ein niedrigeres Kompressionsverhältnis und keinen Rückschlagring, da LSR nicht auf die gleiche Weise plastifiziert werden muss und bei geringer Scherung leicht fließt. Die Injektion wird durch eine präzise volumetrische Dosierung und nicht durch eine Schraubendosierung gesteuert, wodurch die Konsistenz von Schuss zu Schuss gewährleistet ist.

Pigmenteinspritzsysteme sind oft in die Dosiereinheit integriert und ermöglichen es, bei farbigen LSR-Produkten Farbe in präzisen Mengen direkt in den Materialstrom einzubringen, ohne die Vorratsfässer zu verunreinigen.
Anforderungen an die Formkonstruktion für LSR-Spannmaschinen
Die Form, die in einer Flüssigsilikon-Formschließmaschine verwendet wird, hat mehrere Designanforderungen, die sich erheblich von thermoplastischen Formen unterscheiden. Da LSR eine sehr niedrige Viskosität hat und unter Druck leicht fließt, muss die Form an der Trennfuge mit extrem engen Toleranzen bearbeitet werden – typischerweise innerhalb von 0,005 mm –, um Gratbildung zu verhindern. Selbst kleine Lücken an der Trennfläche lassen LSR durchbluten, wodurch dünne Silikonfilme entstehen, die manuell entfernt werden müssen und die Qualität und Ausbeute der Teile verringern.
Wichtige Konstruktionsmerkmale von LSR-Formen
- Kaltkanalsysteme: LSR-Formen verwenden häufig Kaltkanal- oder Ventilverschluss-Kaltkanalsysteme, um Anguss- und Angussabfall zu vermeiden, da LSR-Angusskanäle nach dem Aushärten nicht nachgeschliffen und wiederverwendet werden können.
- Vakuumentlüftung: Integrierte Vakuumsysteme evakuieren die Luft aus dem Formhohlraum vor dem Einspritzen und verhindern so Lufteinschlüsse, die zu Hohlräumen oder einer unvollständigen Füllung von Präzisionsteilen führen würden.
- Gleichmäßige Formerwärmung: Elektrische Heizelemente oder ölbasierte Heizkanäle müssen gleichmäßig in der Form verteilt sein, um eine gleichmäßige Aushärtung in allen Kavitäten in Werkzeugen mit mehreren Kavitäten zu gewährleisten.
- Wärmedämmplatten: Wird zwischen der Formbasis und den Maschinenplatten installiert, um den Wärmeverlust an die Maschinenstruktur zu minimieren und den Energieverbrauch während der Produktion zu senken.
- Entformungssysteme: Da ausgehärtetes Silikon flexibel und haftend ist, müssen die Formen über effektive Auswurfstiftanordnungen, Abstreifplatten oder Entformungssysteme mit Druckluft verfügen, um die Teile ohne Risse oder Verformungen zu lösen.
Branchen und Produkte, die auf LSR-Spannmaschinen vertrauen
Flüssigsilikon-Formschließmaschinen bedienen eine Vielzahl von Branchen, angetrieben durch die einzigartige Kombination von Eigenschaften, die LSR bietet – Biokompatibilität, Temperaturbeständigkeit, chemische Inertheit, optische Klarheit und langfristige Flexibilität. Aufgrund der Präzision und Wiederholbarkeit des Spann- und Einspritzvorgangs eignen sich diese Maschinen hervorragend für anspruchsvolle Anwendungen, bei denen Maßhaltigkeit und Materialintegrität keine Rolle spielen.
- Medizinische Geräte: Die Biokompatibilität von LSR macht es ideal für Dichtungen, Ventile, Katheter, Atemmasken, Hörgerätekomponenten und implantierbare Geräteteile, die die Konformität mit USP Class VI oder ISO 10993 erfordern.
- Automobil: Zündkerzenstecker, Dichtungen, Sensordichtungen und flüssigkeitsbeständige O-Ringe werden üblicherweise aus LSR hergestellt, da es Temperaturen von -60 °C bis 200 °C standhält.
- Baby- und Kleinkindprodukte: Flaschensauger, Schnuller, Beißringe und Fütterzubehör erfordern die lebensmittelechten, geschmacksneutralen und sterilisationsbeständigen Eigenschaften von LSR.
- Unterhaltungselektronik: Wasserdichte Tastaturfolien, Tastendichtungen, Armbänder für tragbare Geräte und Kabeldurchführungen profitieren von der Flexibilität und Umweltbeständigkeit von LSR.
- Industrielle Abdichtung: Kundenspezifische Dichtungen, Membranen, Bälge und Dichtungen für Pumpen, Ventile und Flüssigkeitshandhabungssysteme in der chemischen und lebensmittelverarbeitenden Industrie.
Vorteile der Verwendung einer speziellen LSR-Formschließmaschine
Während einige Hersteller versuchen, Standard-Thermoplast-Spritzgussmaschinen für die LSR-Verarbeitung anzupassen, bieten spezielle Flüssigsilikon-Formschließmaschinen erhebliche Betriebs- und Qualitätsvorteile, die die Investition für jeden ernsthaften LSR-Produktionsbetrieb rechtfertigen.
- Präzise Spannsteuerung: Speziell entwickelte Spannsysteme liefern eine konsistente, messbare Tonnage mit Feineinstellungsmöglichkeiten und gewährleisten eine wiederholbare Formversiegelung über jeden Zyklus hinweg.
- Integriertes Kalteinspritzsystem: Die gekühlte Zylinder- und Schneckenbaugruppe wurde speziell für LSR entwickelt und eliminiert die Kompromisse, die bei der Anpassung thermoplastischer Geräte erforderlich sind.
- Flash-freie Produktion: Hochpräzise Plattenparallelität und kontrollierte Schließkraft ermöglichen das Spritzgießen ohne oder mit minimalem Grat, wodurch Nachbearbeitungsaufwand und Materialverschwendung reduziert werden.
- Vollautomatische Zyklen: Die Integration mit robotergestützter Teileentnahme, optischen Inspektionssystemen und Fördersystemen ermöglicht eine Produktion ohne Unterbrechung mit minimalem Bedienereingriff.
- Prozessdatenprotokollierung: Moderne LSR-Schließmaschinen zeichnen Daten zu Einspritzdruck, Formtemperatur, Aushärtezeit und Schließkraft für jeden Zyklus auf und unterstützen so die Rückverfolgbarkeit der Qualität in regulierten Branchen.
So wählen Sie die richtige Maschine für Ihre LSR-Anwendung aus
Die Auswahl der richtigen Flüssigsilikon-Formschließmaschine beginnt mit einer detaillierten Analyse der zu fertigenden Teile. Die projizierte Fläche des größten Formhohlraumlayouts bestimmt die minimal erforderliche Schließkraft. Die Anforderungen an das Schussvolumen, basierend auf dem Gewicht des Teils und der Anzahl der Kavitäten, bestimmen die erforderliche Kapazität des Dosiersystems. Die physischen Abmessungen der Form – Höhe, Breite und Stapelhöhe – müssen mit den Spezifikationen der Aufspannplatte, dem Holmabstand und den Tageslichtöffnungsspezifikationen der Maschine übereinstimmen.
Produktionsvolumenziele und Zykluszeiterwartungen sollten sich auch bei der Maschinenauswahl orientieren. Formen mit höherer Kavität, die auf Maschinen mit servoelektrischen Spannsystemen laufen, können im Vergleich zu vollhydraulischen Alternativen schnellere Trockenzykluszeiten und einen energieeffizienteren Betrieb erreichen, was bei hohen Stückzahlen zu geringeren Kosten pro Teil führt. Bei medizinischen oder regulierten Anwendungen ist es wichtig, vor dem Kauf zu überprüfen, ob die Maschine die 21 CFR Part 11-konforme Datenaufzeichnung oder gleichwertige Prozessdokumentationsstandards unterstützt.
Schließlich sollten der Kundendienst, die Ersatzteilverfügbarkeit und der technische Support des Herstellers ebenso sorgfältig bewertet werden wie die technischen Spezifikationen der Maschine. Eine gut unterstützte Maschine mit zuverlässiger lokaler Service-Infrastruktur bietet langfristig einen deutlich besseren Wert als eine kostengünstigere Alternative mit eingeschränktem Support-Zugang, insbesondere in Produktionsumgebungen mit hoher Nachfrage, in denen ungeplante Ausfallzeiten direkte Auswirkungen auf Lieferverpflichtungen und Betriebskosten haben.