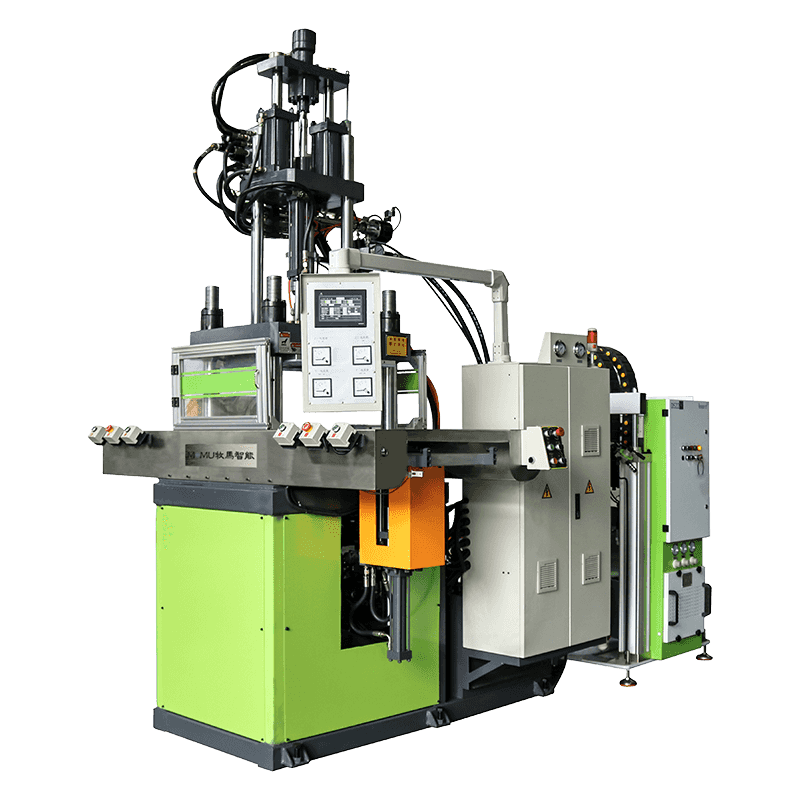
Das Spritzgießen von Flüssigsilikonkautschuk (LSR) ist eines der präzisesten und vielseitigsten Herstellungsverfahren zur Herstellung flexibler, hitzebeständiger und biokompatibler Silikonkomponenten. Im Zentrum dieses Prozesses steht die LSR-Spritzgießmaschine – ein hochspezialisiertes Gerät, das sich grundlegend von herkömmlichen Thermoplast-Spritzgießmaschinen unterscheidet. Unabhängig davon, ob Sie die LSR-Verarbeitung für medizinische Geräte, Automobildichtungen, Babyprodukte oder Unterhaltungselektronik evaluieren: Um fundierte Produktionsentscheidungen treffen zu können, ist es wichtig zu verstehen, wie diese Maschinen funktionieren und was sie einzigartig macht.
Was unterscheidet LSR-Spritzguss vom Standard-Spritzguss?
Beim standardmäßigen thermoplastischen Spritzgießen werden feste Kunststoffpellets geschmolzen, das geschmolzene Material in eine gekühlte Form eingespritzt und das erstarrte Teil ausgeworfen. Das LSR-Spritzgießen funktioniert in der genau entgegengesetzten thermischen Richtung. Flüssiger Silikonkautschuk ist ein kalt verarbeitbares Zweikomponenten-Duroplastmaterial, das bei Raumtemperatur gelagert und in eine beheizte Form gepumpt wird, wo es in seine endgültige feste Form vernetzt – oder vulkanisiert.
Diese Umkehr des thermischen Prozesses hat tiefgreifende Auswirkungen auf das Maschinendesign. Das Materialzufuhrsystem muss kalt gehalten werden, um eine vorzeitige Aushärtung zu verhindern, während die Form erhitzt werden muss – typischerweise zwischen 150 °C und 220 °C –, um die Vulkanisationsreaktion innerhalb einer kontrollierten Zykluszeit auszulösen und abzuschließen. Jede Komponente einer LSR-Spritzgießmaschine basiert auf dieser Kaltvorschub- und Heißhärtungsprozesslogik.
Darüber hinaus ist LSR ein zweiteiliges System: Komponente A enthält das Basissilikonpolymer und einen Platinkatalysator, während Komponente B den Vernetzer und Pigmente oder andere Additive enthält. Diese beiden Komponenten müssen in einem präzisen Volumenverhältnis von 1:1 dosiert, gründlich vermischt werden, ohne dass Luftblasen entstehen, und in die Form eingespritzt werden, bevor eine nennenswerte Aushärtung beginnt.

Schlüsselkomponenten einer LSR-Spritzgießmaschine
Ein LSR-Spritzgusssystem besteht aus mehreren integrierten Subsystemen, von denen jedes eine entscheidende Funktion bei der Lieferung konsistenter, fehlerfreier Silikonteile übernimmt.
Fasspump- und Dosiereinheit
Die Fasspumpeneinheit saugt die beiden LSR-Komponenten aus ihren ursprünglichen Vorratsfässern mithilfe von Folgeplatten an, die auf die Materialoberfläche drücken, um das Eindringen von Luft zu verhindern. Jede Komponente wird durch eine separate, präzise kalibrierte Dosierpumpe – typischerweise eine Zahnradpumpe oder Kolbenpumpe – gefördert, die den Volumenstrom mit hoher Genauigkeit regelt. Das Verhältnis zwischen Komponente A und Komponente B bleibt während des gesamten Schusses exakt 1:1. Jede Abweichung von diesem Verhältnis führt zu unvollständiger Aushärtung, klebrigen Teilen oder verringerten physikalischen Eigenschaften im fertigen Bauteil.
Statisches und dynamisches Mischsystem
Nach der Dosierung durchlaufen die beiden Komponenten ein Mischsystem, bevor sie in das Injektionsrohr gelangen. Statische Mischer – spiralförmige Elemente in einem Rohr – erzeugen eine turbulente Faltung, die die Komponenten gründlich vermischt, ohne dass Teile bewegt werden müssen. Bei farbkritischen oder additivreichen Formulierungen können für eine intensivere Durchmischung dynamische Mischer mit rotierenden Elementen eingesetzt werden. Das Mischsystem muss eine völlig homogene Mischung ohne Lufteinschlüsse erzeugen, da eventuelle Lufteinschlüsse als Hohlräume oder Oberflächenfehler im Formteil sichtbar werden.
Kaltkanal-Einspritzzylinder und -schraube
Im Gegensatz zu thermoplastischen Maschinen, bei denen der Zylinder erhitzt wird, wird der LSR-Einspritzzylinder gekühlt – oft mit Wasser oder Kältemittel –, um das Material während der Dosierung und Injektion unter seiner Aktivierungstemperatur zu halten. Die Schnecke in einer LSR-Maschine ist speziell für die Förderung eines flüssigen, niedrigviskosen Materials konzipiert. Typischerweise verfügt es über ein niedriges Kompressionsverhältnis und ein Absperrventil an der Düsenspitze, um ein Austropfen des niedrigviskosen Silikons zwischen den Schüssen zu verhindern. Die Temperaturkontrolle des Zylinders ist von entscheidender Bedeutung. Selbst ein geringfügiger Anstieg der Zylindertemperatur kann zu einer vorzeitigen Vernetzung führen, die das System verstopft und kostspielige Ausfallzeiten verursacht.
Beheizte Form- und Schließeinheit
Die Form in einer LSR-Maschine wird elektrisch auf die Vulkanisationstemperatur erhitzt und in allen Hohlräumen eine enge thermische Gleichmäßigkeit aufrechterhalten. Die Schließeinheit – die die Form gegen den Einspritzdruck geschlossen hält – muss ausreichend Kraft aufbringen, um Grate zu verhindern, da LSR eine sehr niedrige Viskosität hat und selbst in winzige Lücken in der Trennfuge eindringt. Die Schließkräfte für LSR-Formen werden auf der Grundlage der projizierten Teilefläche und des Einspritzdrucks berechnet und liegen typischerweise im Bereich von 50 bis 500 Tonnen, abhängig von der Anzahl der Kavitäten und der Teilegeometrie.
Der LSR-Spritzgussprozess Schritt für Schritt
Das Verständnis der Abfolge der Vorgänge in einem LSR-Spritzgießzyklus verdeutlicht, warum jede Komponente der Maschine so konstruiert ist, wie sie ist.
- Materialdosierung: Die Fasspumpen saugen die Komponenten A und B aus ihren Vorratsfässern an und die Dosiereinheit liefert sie im präzisen Volumenverhältnis 1:1 an das Mischsystem.
- Mischen: Die beiden Komponenten werden im statischen oder dynamischen Mischer gründlich vermischt, sodass eine homogene, blasenfreie Mischung entsteht, die zur Injektion bereit ist.
- Dosierung: Das gemischte LSR wird in den gekühlten Einspritzzylinder dosiert und sammelt so genau das Schussvolumen, das zum Füllen aller Hohlräume und des Angusssystems erforderlich ist.
- Formenschließen: Die Schließeinheit schließt und verriegelt das Werkzeug mit voller Schließkraft, bevor mit dem Einspritzen begonnen wird.
- Injektion: Die Schnecke bewegt sich vorwärts und drückt das LSR mit kontrollierter Geschwindigkeit und kontrolliertem Druck durch das Kaltkanalsystem und in die beheizten Formhohlräume.
- Vulkanisation: Die erhitzte Form löst die platinkatalysierte Vernetzungsreaktion aus. Das Teil härtet innerhalb der Form für eine programmierte Verweilzeit aus – typischerweise 15 bis 90 Sekunden, abhängig von Wandstärke, Materialqualität und Formtemperatur.
- Öffnen und Entformen der Form: Sobald die Aushärtung abgeschlossen ist, öffnet sich die Form und die Teile werden ausgeworfen – entweder manuell, über Auswerferstifte oder durch ein Roboter-Entformungssystem. Da LSR-Teile flexibel sind, können sie häufig aus komplexen Geometrien entformt werden, was mit starren Thermoplasten nicht möglich wäre.
Spezifikationen der LSR-Spritzgießmaschine im Vergleich
| Spezifikation | Typischer Bereich | Bedeutung |
| Spannkraft | 50–500 Tonnen | Verhindert Gratbildung bei niedrigviskosem LSR |
| Fasstemperatur | 5°C – 25°C (gekühlt) | Verhindert vorzeitiges Aushärten im Fass |
| Formtemperatur | 150°C – 220°C | Steuert die Aushärtegeschwindigkeit und die Teileeigenschaften |
| Genauigkeit des Dosierverhältnisses | ±0,5 % oder besser | Gewährleistet eine vollständige und gleichmäßige Aushärtung |
| Schussvolumen | 0,1 cm³ – 3.000 cm³ | Bestimmt die Teilegröße und die Anzahl der Hohlräume |
| Aushärtezykluszeit | 15 – 90 Sekunden | Beeinflusst den Durchsatz und die Produktionskosten |
| Anzahl der Hohlräume | 1 – 128 | Skaliert den Output für die Massenproduktion |
Branchen und Anwendungen, die auf LSR-Spritzgießmaschinen angewiesen sind
Die einzigartige Kombination von Eigenschaften von LSR – Biokompatibilität, thermische Stabilität von -60 °C bis über 200 °C, elektrische Isolierung, chemische Beständigkeit und optische Klarheit in bestimmten Qualitäten – macht es zum Material der Wahl in einer Vielzahl anspruchsvoller Branchen.
Medizin- und Gesundheitsgeräte
LSR wird häufig in medizinischen Anwendungen eingesetzt, da es im Autoklaven, mit Gammastrahlung oder Ethylenoxid sterilisiert werden kann, ohne sich zu zersetzen. LSR-Spritzgießmaschinen produzieren Komponenten wie Atemmasken, Spritzenstopfen, Katheterspitzen, implantierbare Dichtungen, Schläuche für Peristaltikpumpen und Produkte zur Säuglingsernährung. LSR-Formulierungen in medizinischer Qualität erfüllen die Biokompatibilitätsstandards ISO 10993 und sind aufgrund der geschlossenen, kontaminationsfreien Natur des Spritzgussverfahrens für die Herstellung in Reinräumen geeignet.
Automobilkomponenten
Im Automobilbereich wird LSR für Zündkerzenstecker, Tüllendichtungen, Steckerdichtungen, Dichtungen und Sensorgehäuse verwendet, die extremen Temperaturschwankungen und der Einwirkung von Ölen und Kraftstoffen standhalten müssen. Die hohe thermische Stabilität von LSR macht es weitaus besser geeignet als herkömmlicher Gummi für Motorraumkomponenten, die vom Kaltstart bis zu hohen Betriebstemperaturen zuverlässig funktionieren müssen.
Unterhaltungselektronik und Wearables
Smartwatch-Armbänder, Ohrstöpsel, Knopfmembranen, wasserdichte Dichtungen für Smartphones und Tastaturtastenmembranen werden üblicherweise im LSR-Spritzgussverfahren hergestellt. Die Möglichkeit, LSR in komplexen Geometrien mit engen Toleranzen – und in jeder Farbe – zu formen, macht es ideal für Verbraucherprodukte, bei denen sowohl Leistung als auch Ästhetik wichtig sind.
Produkte für Säuglinge und Lebensmittelkontakt
Babyflaschensauger, Schnuller, Beißringe und lebensmittelechte Dichtungen für Küchengeräte werden aus LSR hergestellt, da das Material frei von BPA, Phthalaten und anderen schädlichen Weichmachern ist. Es widersteht wiederholten Sterilisationszyklen, behält seine Flexibilität bei niedrigen Temperaturen bei und nimmt keine Aromen oder Gerüche auf – alles entscheidende Eigenschaften für den Lebensmittelkontakt und Anwendungen bei Säuglingen.
Faktoren, die bei der Auswahl einer LSR-Spritzgießmaschine zu berücksichtigen sind
Das Richtige wählen LSR-Spritzgießmaschine erfordert eine sorgfältige Bewertung Ihrer spezifischen Produktionsanforderungen, Materialeigenschaften und Qualitätsziele. Der Kauf der falschen Maschine für Ihre Anwendung führt zu Qualitätsmängeln, übermäßigem Ausschuss und Schwierigkeiten beim Erreichen der Produktionsziele.
- Teilegröße und Schussgewicht: Die Einspritzeinheit der Maschine muss so dimensioniert sein, dass sie genau das Schussvolumen liefert, das für Ihr Teil und die Anzahl der Kavitäten erforderlich ist. Überdimensionierte Spritzeinheiten verringern die Dosiergenauigkeit bei Kleinteilen; Zu kleine Einheiten können große Formen oder Formen mit mehreren Kavitäten nicht füllen.
- Dosiergenauigkeit: Für kritische Anwendungen wie medizinische oder Lebensmittelkontaktteile ist eine Messgenauigkeit von ±0,5 % oder besser erforderlich. Überprüfen Sie die Spezifikation des Messsystems und fordern Sie vom Lieferanten dokumentierte Prozessfähigkeitsdaten an.
- Kaltkanal- oder Abfallkanalsystem: Kaltkanalsysteme für LSR (die dafür sorgen, dass das Angussmaterial ungehärtet und recycelbar bzw. wieder spritzbar bleibt) reduzieren den Materialabfall erheblich und gehören bei Maschinen für die Massenproduktion zum Standard. Bestätigen Sie die Kompatibilität des Angusskanalsystems mit Ihrem Formdesign.
- Reinraumkompatibilität: Für die Herstellung medizinischer Geräte muss die Maschine mit der Reinrauminstallation kompatibel sein – Edelstahl oder beschichtete Oberflächen, minimale Partikelerzeugung und Kompatibilität mit Reinraumkleidung und Zugangsprotokollen.
- Automatisierungsintegration: Die hochvolumige LSR-Produktion profitiert erheblich von der integrierten robotergestützten Entformung, optischen Inspektionssystemen und der Teilehandhabung auf Förderbandbasis. Bestätigen Sie vor dem Kauf die Schnittstellenkompatibilität der Maschine mit Ihren Automatisierungsanforderungen.
- Vakuumentlüftungsfähigkeit: Für Teile, die eine außergewöhnliche Oberflächenqualität erfordern, oder für die Verarbeitung von optischem LSR muss der Formhohlraum vor dem Einspritzen evakuiert werden, um eingeschlossene Luft zu entfernen. Bestätigen Sie, dass die Maschinen- und Formkonstruktion eine Vakuumentlüftung unterstützt, wenn dies für Ihre Anwendung erforderlich ist.
Vorteile von LSR-Spritzgießmaschinen gegenüber alternativen Silikonverarbeitungsverfahren
Das LSR-Spritzgießen konkurriert mit dem Formpressen und dem Spritzpressen als Verfahren zur Herstellung von Teilen aus Silikonkautschuk. Jede Methode hat ihre Berechtigung, aber das LSR-Spritzgießen bietet erhebliche Vorteile für die Produktion mittlerer bis großer Stückzahlen von Präzisionsbauteilen.
- Zykluszeit: Die Zykluszeiten beim LSR-Spritzgießen sind deutlich kürzer als beim Formpressen, insbesondere bei dünnwandigen Teilen, was einen deutlich höheren Durchsatz pro Schicht ermöglicht.
- Dimensionskonsistenz: Der geschlossene, automatisierte Einspritzprozess erzeugt weitaus engere Maßtoleranzen als offene Formkompressionsprozesse, die durch die Variabilität des Bedieners bei der Materialplatzierung und dem Schließen der Form beeinflusst werden.
- Materialabfall: Kaltkanal-LSR-Einspritzsysteme erzeugen praktisch keinen Materialabfall, da nicht ausgehärtetes Angussmaterial erneut eingespritzt wird. Beim Formpressen und Spritzpressen entsteht erheblicher Grat- und Angussausschuss.
- Automatisierungspotenzial: Das LSR-Spritzgießen ist vollständig mit der Roboterautomatisierung kompatibel und ermöglicht die Produktion von Großserienteilen ohne Unterbrechung. Formpressen ist von Natur aus arbeitsintensiver.
- Mehrkomponenten-Spritzguss: LSR-Spritzgießmaschines can be configured for two-shot or overmolding processes, bonding LSR directly onto thermoplastic substrates in a single production step — impossible with compression molding.
Wartungs- und Betriebsüberlegungen für LSR-Maschinen
LSR-Spritzgießmaschinen erfordern eine disziplinierte Wartung, um Materialansammlungen, Aushärten im Zylinder und Dosierabweichungen zu verhindern. Am Ende jedes Produktionslaufs muss das Materialzufuhrsystem gründlich mit einem Spülmittel oder einer neutralen Silikonbasis gespült werden, um das gesamte gemischte LSR zu entfernen, bevor es in den Leitungen, im Mischer oder im Fass aushärtet. Ausgehärtetes Silikon im Injektionssystem ist äußerst schwer zu entfernen und erfordert in der Regel eine vollständige Demontage der betroffenen Komponenten.
Die Dosierpumpen sollten regelmäßig – mindestens bei jedem Materialwechsel – kalibriert werden, um sicherzustellen, dass das Verhältnis 1:1 genau eingehalten wird. Formtemperaturregler und Heizelemente sollten regelmäßig auf Kalibrierungsdrift und Hotspot-Entwicklung überprüft werden, da ungleiche Formtemperaturen zu ungleichmäßiger Aushärtung und Teileverzug führen. Wenn ordnungsgemäße Wartungsprotokolle vorhanden sind, liefert eine gut spezifizierte LSR-Spritzgießmaschine über viele Jahre hinweg zuverlässige, qualitativ hochwertige Produktionsergebnisse.