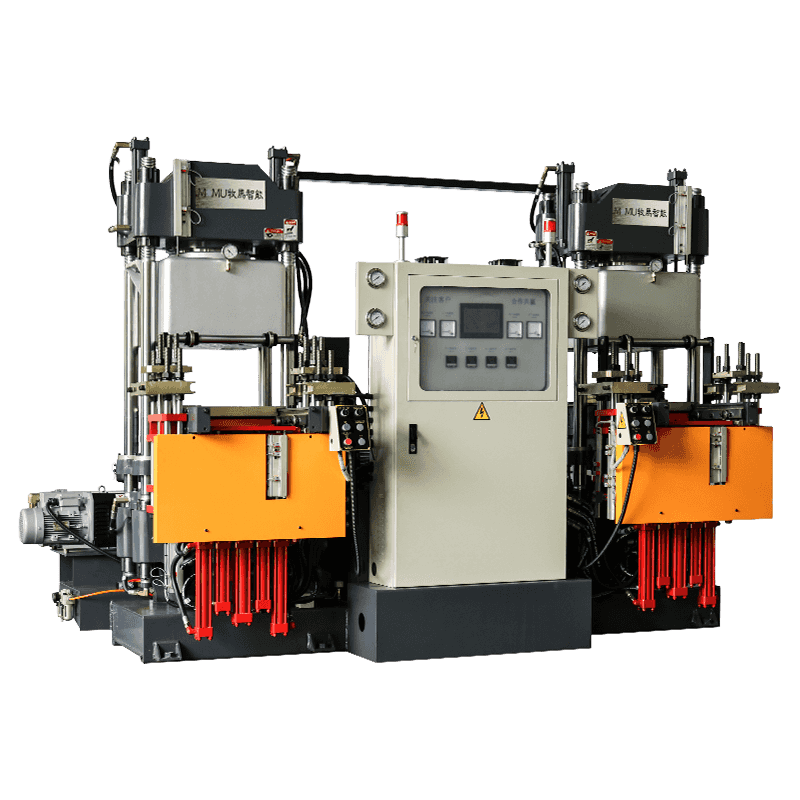
Was ist eine Vakuum-Gummivulkanisiermaschine?
A Vakuum-Gummivulkanisiermaschine ist ein industrielles Presssystem, das Hitze, Druck und eine kontrollierte Vakuumumgebung kombiniert, um Gummimischungen in ihre endgültige, dauerhafte Form auszuhärten. Vulkanisation ist der chemische Prozess, bei dem roher oder zusammengesetzter Gummi durch Hitze und ein Härtungsmittel – typischerweise Schwefel oder ein Peroxid – vernetzt wird, wodurch ein weiches, biegsames Material in ein starkes, elastisches und thermisch stabiles Produkt umgewandelt wird. Die Hinzufügung von Vakuum zu diesem Prozess unterscheidet diese Maschine von herkömmlichen Gummipressen: Durch die Evakuierung von Luft und flüchtigen Gasen aus dem Formhohlraum vor und während der Aushärtung beseitigt die Maschine Porosität, Lufteinschlüsse und Hohlraumdefekte, die andernfalls die strukturelle Integrität und Oberflächenqualität des fertigen Gummiteils beeinträchtigen würden.
Diese Technologie wird in vielen Branchen eingesetzt, in denen Gummikomponenten strenge Standards für Dichtegleichmäßigkeit, Oberflächenbeschaffenheit, Maßhaltigkeit und mechanische Leistung erfüllen müssen. Von Automobildichtungen und Luft- und Raumfahrtdichtungen bis hin zu Silikonteilen in medizinischer Qualität und Präzisionsmembranen für die Industrie produzieren Vakuumvulkanisiermaschinen Gummiwaren, mit denen herkömmliche Heißpressmethoden in Bezug auf Konsistenz oder fehlerfreie Qualität einfach nicht mithalten können.
So funktioniert der Vakuumvulkanisationsprozess
Der Betriebszyklus einer Vakuum-Gummivulkanisiermaschine folgt einer sorgfältigen Abfolge von Phasen, von denen jede eine entscheidende Rolle bei der Erzielung einer fehlerfreien Aushärtung spielt. Das Verständnis dieser Abfolge hilft Bedienern und Ingenieuren, Prozessparameter für bestimmte Gummimischungen und Formgeometrien zu optimieren.
Formenbeladung und erstes Schließen
Der Prozess beginnt mit dem Einbringen der unvulkanisierten Gummimischung – entweder als Vorform, Platte oder durch Spritzguss – in den Formhohlraum. Anschließend wird die Form bis zu einem Vordruck geschlossen, der den Gummi in Position hält, ohne dass noch die volle Aushärtungskraft ausgeübt wird. Zu diesem Zeitpunkt ist die Form noch nicht vollständig abgedichtet und das Vakuumsystem wurde noch nicht aktiviert.
Vakuumevakuierung
Sobald die Form ihre vorläufige geschlossene Position erreicht, wird die Vakuumpumpe aktiviert und saugt Luft aus dem Formhohlraum durch spezielle Evakuierungskanäle, die in die Form oder Aufspannplatte eingearbeitet sind. Das angestrebte Vakuumniveau liegt typischerweise zwischen -0,08 MPa und -0,098 MPa (ca. 95–99 % Vakuum), und die Evakuierungsphase dauert je nach Formvolumen und Compound-Typ zwischen 15 und 90 Sekunden. Dieser Schritt entfernt gelöste Luft in der Gummimischung, entfernt Feuchtigkeit und eliminiert flüchtige Nebenprodukte, die sonst beim Aushärten Blasen oder Hohlräume bilden würden.
Anwendung und Aushärtung unter vollem Druck
Während das Vakuum aufrechterhalten wird, übt die Presse den vollen Schließdruck aus – normalerweise zwischen 10 und 25 MPa, abhängig von der Produktspezifikation – während die beheizten Platten die Form auf die gewünschte Aushärtungstemperatur bringen, die für die meisten schwefelgehärteten Verbindungen typischerweise zwischen 150 °C und 200 °C liegt. Die Kombination aus Hitze und Druck initiiert und treibt die Vernetzungsreaktionen innerhalb der Gummimatrix an. Die Aushärtezeit variiert zwischen einigen Minuten für dünne Abschnitte und über einer Stunde für dicke oder komplexe Teile. Während dieser Phase unterdrückt das Vakuum weiterhin jegliche Restgasmigration.

Druckentlastung und Entformung
Sobald der Aushärtungszyklus abgeschlossen ist, lässt die Presse den Klemmdruck ab, das Vakuum wird abgelassen und die Form wird geöffnet. Das ausgehärtete Gummiteil wird entfernt – typischerweise mit Hilfe von Auswerferstiften oder Druckluft – und einer Nachaushärtung unterzogen. Falls erforderlich, wird das Gratbeschneiden durchgeführt, bevor das Teil zur Qualitätskontrolle und Verpackung übergeht.
Kernvorteile der Vakuumvulkanisation gegenüber Standard-Heißpressmethoden
Die Vakuumumgebung verändert die Qualität der Gummihärtung grundlegend. Hersteller, die von der herkömmlichen Heißpressvulkanisation auf vakuumunterstützte Systeme umsteigen, berichten regelmäßig über messbare Verbesserungen bei mehreren Qualitäts- und Produktivitätskennzahlen:
- Beseitigung von Porosität und Lufteinschlüssen: Während des Mischens und Formens eingeschlossene Luft in Gummimischungen erzeugt Hohlräume, die die Zugfestigkeit, Reißfestigkeit und Druckhaltekapazität verringern. Durch Vakuumevakuierung werden diese Lufteinschlüsse entfernt, bevor sie in der ausgehärteten Struktur eingeschlossen werden, wodurch Teile mit messbar höherer Dichte und mechanischer Gleichmäßigkeit entstehen.
- Hervorragende Oberflächengüte: Ohne eingeschlossene Luft an der Grenzfläche zur Formoberfläche fließt der Gummi sauber in jedes Detail der Kavität, wodurch schärfere Kanten, eine sauberere Beschriftung oder Texturreproduktion sowie eine glatte, fehlerfreie Hautoberfläche entstehen, die den Bedarf an sekundärer Endbearbeitung reduziert.
- Verbesserte Maßhaltigkeit: Die vakuumunterstützte Aushärtung stellt sicher, dass der Gummi den Formhohlraum unter kontrollierten Bedingungen gleichmäßig ausfüllt, wodurch Dickenschwankungen und Maßstreuungen zwischen den Teilen reduziert werden – eine entscheidende Anforderung für Dichtungsanwendungen mit engen Toleranzen.
- Bessere Leistung bei feuchtigkeitsempfindlichen Verbindungen: Silikonkautschuk, EPDM und bestimmte Spezialverbindungen reagieren während der Aushärtung empfindlich auf Feuchtigkeitsverunreinigungen. Die Vakuumumgebung entfernt Feuchtigkeit, bevor es zu Blasenbildung, Verfärbung oder unvollständiger Aushärtung in den betroffenen Bereichen kommen kann.
- Reduzierte Ausschuss- und Nacharbeitsraten: Durch die Eliminierung der Hauptursachen für Innen- und Oberflächenfehler reduziert die Vakuumvulkanisation den Anteil der Teile, die die Inspektion nicht bestehen, erheblich, wodurch Materialverschwendung und Nacharbeitskosten gesenkt werden.
- Kompatibilität mit komplexen Geometrien: Tiefe Hohlräume, dünne Wände, Hinterschneidungen und komplizierte Innenkanäle werden zuverlässiger gefüllt, wenn die Form unter Vakuum steht, da kein konkurrierender Luftdruck dem Gummistrom in eingeschränkte Bereiche entgegensteht.
Branchen und Anwendungen, die auf Vakuum-Gummivulkanisiermaschinen angewiesen sind
Die Nachfrage nach Vakuumvulkanisiermaschinen erstreckt sich über ein breites Spektrum von Branchen, von denen jede spezifische Leistungsanforderungen hat, die den Vakuumprozess entweder stark bevorzugt oder technisch zwingend erforderlich machen:
| Industrie | Typische Produkte | Schlüsselanforderung |
| Automobil | Türdichtungen, Dichtungen, O-Ringe, Buchsen | Maßgenauigkeit, keine Porosität |
| Luft- und Raumfahrt | Dichtungen des Kraftstoffsystems, Schwingungsdämpfer | Fehlerfreier Aufbau, hohe Zuverlässigkeit |
| Medizinische Geräte | Silikonimplantate, Membranen, Schläuche | Reinheit, Oberflächenqualität, Biokompatibilität |
| Elektronik | Tastaturen, Steckverbinder, Kapselung | Feine Detailwiedergabe, Konsistenz |
| Industrieausrüstung | Pumpenmembranen, Rollen, Förderteile | Mechanische Haltbarkeit, gleichmäßige Dichte |
| Schuhe | Gummilaufsohlen, Fersenteile | Oberflächenbeschaffenheit, Abriebfestigkeit |
| Energie / Öl & Gas | Hochdruckdichtungen, Packer, Manschetten | Druckfestigkeit, chemische Beständigkeit |
In Branchen wie Luft- und Raumfahrt und medizinischen Geräten ist die Vakuumvulkanisation nicht nur eine Qualitätsvorliebe, sondern eine Zertifizierungsanforderung. Regulatorische Normen für Gummikomponenten in diesen Bereichen schreiben fehlerfreie Innenstrukturen vor, die nur durch vakuumunterstützte Aushärtung zuverlässig erreicht werden können.
Wichtige technische Spezifikationen, die bei der Auswahl einer Maschine zu berücksichtigen sind
Die Auswahl der richtigen Vakuum-Gummivulkanisiermaschine erfordert eine sorgfältige Bewertung sowohl der mechanischen als auch der Prozesssteuerungsspezifikationen. Die folgenden Parameter haben den direktesten Einfluss auf die Produktionsfähigkeit und Produktqualität:
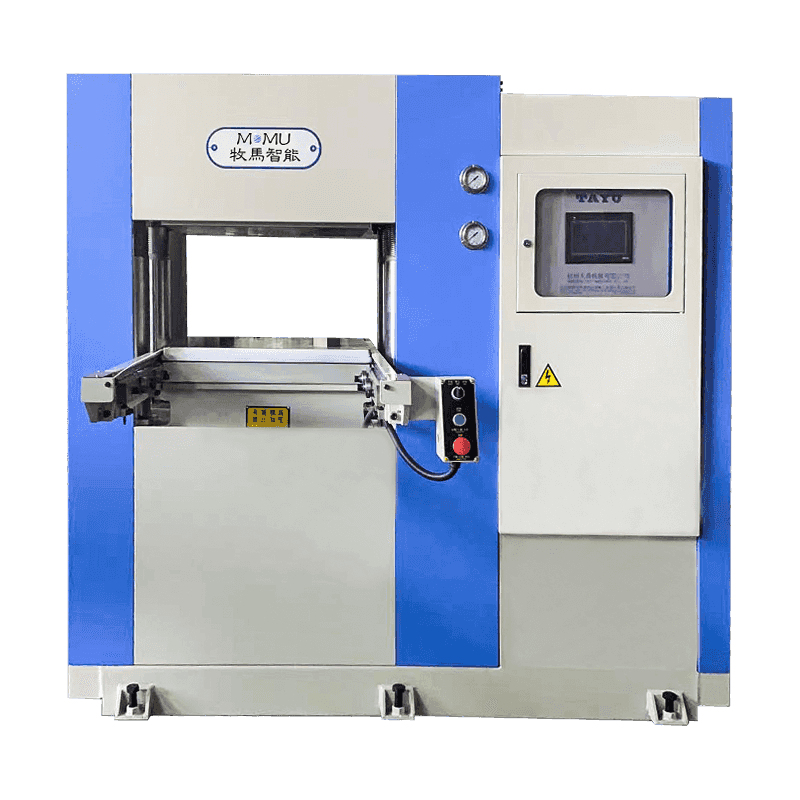
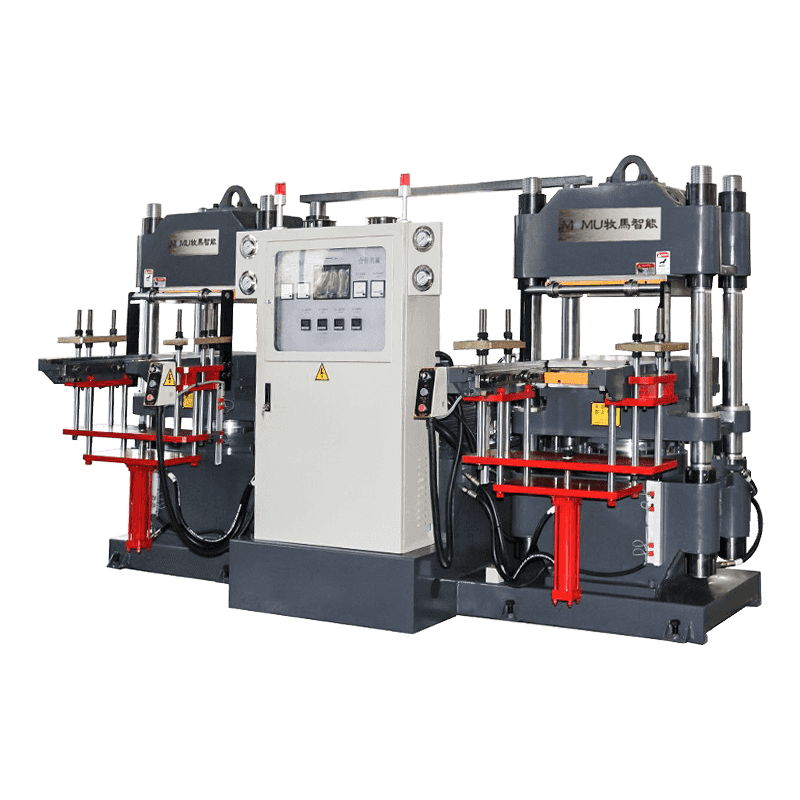
Plattengröße und -konfiguration
Die Plattenabmessungen bestimmen die maximale Formfläche, die die Maschine aufnehmen kann. Gängige Plattengrößen reichen von 300 × 300 mm für die Labor- oder Kleinteilefertigung bis hin zu 1.200 × 1.200 mm für große Industriebauteile. Konfigurationen mit mehreren Etagen – Maschinen mit drei oder mehr Plattenebenen – ermöglichen die gleichzeitige Aushärtung mehrerer Formen, wodurch die Leistung pro Maschinenzyklus erheblich gesteigert wird, ohne dass zusätzliche Stellfläche erforderlich ist.
Spannkraft
Die Schließkraft, ausgedrückt in Kilonewton (kN) oder Tonnen, muss ausreichen, um den vollständigen Formschluss gegen den Innendruck aufrechtzuerhalten, der durch den expandierenden Gummi während der Aushärtung erzeugt wird. Eine unzureichende Klemmkraft führt zu Graten, Übermaßen und Formtrennfehlern. Typische Schließkräfte reichen von 100 kN für kleine Pressen bis über 10.000 kN für großformatige Industrieanlagen.
Leistung des Vakuumsystems
Die Kapazität der Vakuumpumpe und das erreichbare Vakuumniveau sind entscheidende Parameter. Eine Hochleistungspumpe erreicht das Zielvakuumniveau schneller und verkürzt so die Zykluszeit. Das Vakuumniveau sollte durch kalibrierte Messgeräte mit Datenprotokollierungsfunktion überprüfbar sein, insbesondere für Hersteller, die nach Luft- und Raumfahrt- oder medizinischen Qualitätsstandards produzieren und dokumentierte Prozessaufzeichnungen für jede Produktionscharge benötigen.
Temperaturgleichmäßigkeit über die gesamte Platte
Temperaturschwankungen entlang der Plattenoberfläche führen direkt zu ungleichmäßigen Aushärtungsraten innerhalb der Form. Best Practices der Branche erfordern eine Temperaturgleichmäßigkeit innerhalb von ±2 °C über den gesamten Plattenbereich. Maschinen, die mit unabhängigen Zonenheizelementen und PID-Temperaturreglern mit geschlossenem Regelkreis ausgestattet sind, sorgen für eine höhere Gleichmäßigkeit als Einzonensysteme. Diese Spezifikation sollte anhand tatsächlicher Messdaten des Herstellers überprüft werden.
Steuerungssystem und Datenprotokollierung
Moderne Vakuumvulkanisiermaschinen sind mit speicherprogrammierbaren Steuerungen (SPS) und Touchscreen-Mensch-Maschine-Schnittstellen (HMIs) ausgestattet, die es dem Bediener ermöglichen, mehrere Aushärtungsrezepte zu speichern, mehrstufige Druck- und Temperaturprofile einzustellen und Prozessparameter in Echtzeit zu überwachen. Die Fähigkeit zur Datenprotokollierung – die Aufzeichnung von Temperatur, Druck, Vakuumniveau und Zykluszeit für jeden Produktionslauf – wird zunehmend von Qualitätsmanagementsystemen gefordert, die nach ISO- oder IATF-Standards arbeiten.
Gängige verarbeitete Gummimischungen und ihre spezifischen Anforderungen
Verschiedene Gummimischungen verhalten sich unter Vakuumvulkanisationsbedingungen unterschiedlich und die Prozessparameter der Maschine müssen entsprechend angepasst werden. Zu den am häufigsten verarbeiteten Materialien gehören:
- Naturkautschuk (NR): Erfordert moderate Aushärtungstemperaturen (150–160 °C) und profitiert erheblich vom Vakuum, da es dazu neigt, während der Compound-Lagerung Luftfeuchtigkeit aufzunehmen. Die Vakuumevakuierung verhindert die Blasenbildung an der Oberfläche, die durch die Dampfentwicklung während der Aushärtung verursacht wird.
- Silikonkautschuk (VMQ/LSR): Silikon ist sehr empfindlich gegenüber Verunreinigungen und Feuchtigkeit. Die Vakuumhärtung ist im Wesentlichen die Standardpraxis für Silikonteile in Medizin- und Lebensmittelqualität, bei denen Porosität oder Oberflächenfehler nicht akzeptabel sind. Die Aushärtetemperaturen liegen typischerweise zwischen 160 °C und 200 °C.
- EPDM: EPDM-Verbindungen werden häufig in Automobil-Wetterabdichtungen und Dachbahnen eingesetzt und setzen beim Aushärten flüchtige Nebenprodukte frei, die ohne Vakuumunterstützung innere Hohlräume erzeugen. Bei leistungsstarken EPDM-Dichtungskomponenten ist die Vakuumevakuierung Standard.
- Nitrilkautschuk (NBR): NBR wird häufig in ölbeständigen Dichtungen und O-Ringen eingesetzt und profitiert von der Vakuumverarbeitung bei der Herstellung von Teilen für hydraulische und pneumatische Systeme, bei denen eine interne hohlraumfreie Struktur für die Druckintegrität entscheidend ist.
- Fluorkautschuk (FKM/Viton): Hochleistungs-Dichtungsmasse für extreme Chemikalien- und Temperaturumgebungen. FKM ist teuer, was die Fehlerquote bei der Nicht-Vakuum-Verarbeitung zu einem erheblichen Kostenproblem macht. Die Vakuumvulkanisierung reduziert die Ausschussrate bei diesem Material erheblich.
Wartungspraktiken, die die Leistung und Langlebigkeit der Maschine schützen
Eine Vakuum-Gummivulkanisiermaschine stellt eine erhebliche Kapitalinvestition dar, und eine konsequente vorbeugende Wartung ist unerlässlich, um diese Investition zu schützen und die Produktionsqualität über die gesamte Lebensdauer der Maschine aufrechtzuerhalten. Die folgenden Wartungspraktiken gelten als Industriestandard:
- Wartung der Vakuumpumpe: Die Vakuumpumpe ist die wartungsintensivste Komponente. Ölgedichtete Drehschieberpumpen erfordern einen Ölwechsel in den vom Hersteller angegebenen Abständen – typischerweise alle 500 bis 1.000 Betriebsstunden – und der Ölzustand sollte täglich visuell überprüft werden. Verunreinigtes Pumpenöl verringert das erreichbare Vakuumniveau und erhöht den Pumpenverschleiß.
- Kalibrierung der Plattentemperatur: Die Temperatur der Plattenoberfläche sollte mindestens vierteljährlich anhand kalibrierter Referenzthermoelemente überprüft werden. Temperaturdrift, die durch alternde Heizelemente oder Verschlechterung des Thermoelements verursacht wird, wirkt sich direkt auf die Aushärtungsqualität aus und kann ohne systematische Kalibrierungsprüfungen unentdeckt bleiben.
- Inspektion des Hydrauliksystems: Überprüfen Sie monatlich den Füllstand und Zustand der Hydraulikflüssigkeit. Überprüfen Sie bei jedem Schichtbeginn Schläuche, Anschlüsse und Zylinderdichtungen auf Undichtigkeiten. Der Hydraulikdruck sollte vierteljährlich mit einem unabhängigen Messgerät anhand der Nennspezifikationen der Maschine überprüft werden.
- Vakuumleitung und Dichtungsintegrität: Überprüfen Sie alle Vakuumleitungen, Armaturen und Dichtungsnuten der Form auf Risse, Ansammlungen von Gummiresten oder Verschleiß der Dichtung. Selbst kleine Vakuumlecks verringern die erreichbaren Vakuumniveaus erheblich und beeinträchtigen die Prozesskonsistenz.
- Schmierung der Platte und der Führungssäule: Tragen Sie in den empfohlenen Abständen vom Hersteller angegebene Schmiermittel auf Führungssäulen, Verbindungsstangen und Plattengleitflächen auf, um Abrieb, ungleichmäßige Plattenbewegung und vorzeitigen Verschleiß präzisionsgefertigter Komponenten zu verhindern.
Für Hersteller, die nach ISO 9001, IATF 16949 oder gleichwertigen Qualitätsmanagementsystemen arbeiten, wird dringend empfohlen, einen dokumentierten vorbeugenden Wartungsplan zu erstellen – mit unterzeichneten Abschlussprotokollen für jede Aufgabe. Eine ordnungsgemäße Wartung verlängert nicht nur die Lebensdauer der Maschine, sondern stellt auch sicher, dass die während der Validierung erfassten Prozessparameter während des gesamten Produktionslebenszyklus repräsentativ für die tatsächliche Maschinenleistung bleiben.