Spritzgießmaschinen für Isolatoren stellen einen entscheidenden Fortschritt in der Produktion elektrischer Komponenten dar, insbesondere für die Herstellung hochwertiger Isoliermaterialien für die Energieübertragung, Verteilungssysteme und verschiedene elektrische Anwendungen. Diese Spezialmaschinen kombinieren Präzisionstechnik mit fortschrittlicher Polymerverarbeitungstechnologie, um Isolatorkomponenten herzustellen, die strenge elektrische Sicherheitsstandards und Leistungsanforderungen erfüllen. Die Weiterentwicklung dieser Maschinen hat die Herangehensweise der Hersteller an die Isolatorproduktion verändert und ermöglicht höhere Produktionsmengen, eine verbesserte Konsistenz und verbesserte Materialeigenschaften, die für die moderne elektrische Infrastruktur unerlässlich sind.
Die weltweite Nachfrage nach zuverlässigen elektrischen Isolatoren wächst weiter, da die Stromnetze ausgebaut werden und sich erneuerbare Energiesysteme ausbreiten. Die Spritzgusstechnologie hat sich aufgrund ihrer Fähigkeit, komplexe Geometrien mit ausgezeichneter Maßgenauigkeit herzustellen und gleichzeitig die kritischen dielektrischen Eigenschaften beizubehalten, die für die elektrische Isolierung erforderlich sind, als bevorzugte Herstellungsmethode herausgestellt. Das Verständnis der Fähigkeiten, Auswahlkriterien und betrieblichen Überlegungen dieser Maschinen ist für Hersteller, die ihre Produktionsprozesse optimieren und überlegene Isolatorprodukte auf den Markt bringen möchten, von entscheidender Bedeutung.
Verständnis der Kerntechnologie hinter dem Spritzguss von Isolatoren
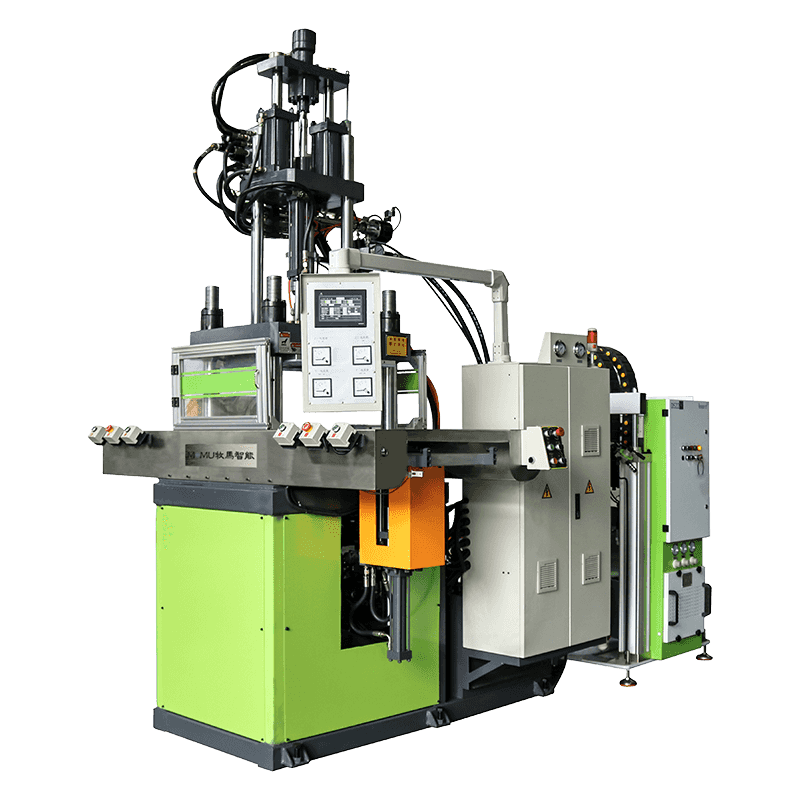
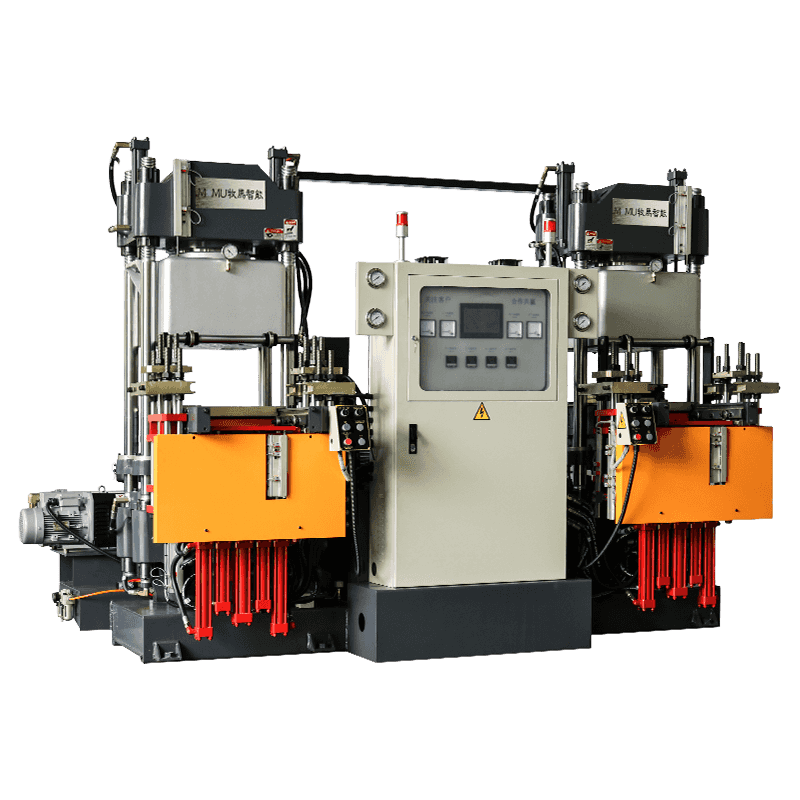
Spritzgießmaschinen für Isolatoren arbeiten nach Grundprinzipien, die speziell für die Verarbeitung thermoplastischer und duroplastischer Materialien mit hervorragenden Isoliereigenschaften geeignet sind. Der Prozess beginnt damit, dass rohe Polymermaterialien, typischerweise Epoxidharze, Silikonkautschuk, Polyethylen oder andere Spezialverbindungen, in ein beheiztes Fass gegeben werden, wo sie geschmolzen und homogenisiert werden. Das geschmolzene Material wird dann unter hohem Druck in präzisionsgefertigte Formen eingespritzt, die die endgültige Form und Abmessungen der Isolatorkomponente festlegen.
Was Isolatoren-Spritzgussmaschinen von Standard-Spritzgussgeräten unterscheidet, ist ihre spezielle Konfiguration für die Handhabung von Materialien mit spezifischen elektrischen und thermischen Eigenschaften. Diese Maschinen verfügen über präzise Temperaturkontrollsysteme, die optimale Verarbeitungsbedingungen für isolierende Polymere aufrechterhalten, die häufig enge Verarbeitungsfenster aufweisen. Die Einspritzeinheiten sind für die Verarbeitung von Materialien mit unterschiedlichen Viskositäten ausgelegt und können über Funktionen wie Vakuumentgasung verfügen, um Lufteinschlüsse zu beseitigen, die die Durchschlagsfestigkeit beeinträchtigen könnten.
Das Spannsystem dieser Maschinen muss ausreichend Kraft bereitstellen, um die Formen während des Einspritzens geschlossen zu halten und gleichzeitig die Wärmeausdehnungseigenschaften von Isoliermaterialien zu berücksichtigen. Moderne Maschinen verfügen typischerweise über servohydraulische oder vollelektrische Antriebssysteme, die eine präzise Steuerung von Einspritzgeschwindigkeit, Druck und Haltezeit ermöglichen – Parameter, die sich direkt auf die elektrischen Eigenschaften, die mechanische Festigkeit und die Oberflächenbeschaffenheit des Endprodukts auswirken.
Wichtige Materialien, die beim Spritzgießen von Isolatoren verarbeitet werden
Die Auswahl geeigneter Isoliermaterialien ist von grundlegender Bedeutung für eine erfolgreiche Isolatorproduktion. Verschiedene Anwendungen erfordern Materialien mit spezifischen elektrischen, mechanischen und Umweltbeständigkeitseigenschaften. Das Verständnis dieser Materialien hilft Herstellern bei der Auswahl der richtigen Maschinenkonfiguration und Verarbeitungsparameter.
| Materialtyp | Primäre Anwendungen | Schlüsseleigenschaften |
| Epoxidharze | Hochspannungsisolatoren, Durchführungen | Hervorragende Durchschlagsfestigkeit und thermische Stabilität |
| Silikonkautschuk | Außenisolatoren, Kabelzubehör | Wetterbeständigkeit, Hydrophobie, Flexibilität |
| Polyethylen (PE) | Kabelisolierung, Niederspannungskomponenten | Geringer dielektrischer Verlust, Feuchtigkeitsbeständigkeit |
| BMC/DMC-Verbindungen | Teile von Leistungsschaltern, Schaltanlagen | Lichtbogenfestigkeit, Dimensionsstabilität |
Jede Materialkategorie erfordert spezifische Maschinenkonfigurationen und Verarbeitungsparameter. Duroplastische Materialien wie Epoxidharze und BMC-Verbindungen erfordern Maschinen mit speziellen Schneckenkonstruktionen und Heizprofilen, um den Aushärtungsprozess innerhalb der Form einzuleiten und zu steuern. Diese Materialien können nach dem Aushärten nicht wieder geschmolzen werden, weshalb die Prozesskontrolle entscheidend ist, um Abfall zu minimieren und eine gleichbleibende Qualität sicherzustellen. Umgekehrt bieten thermoplastische Materialien wie Polyethylen Flexibilität bei der Wiederaufbereitung, erfordern jedoch eine präzise Kühlkontrolle, um optimale Kristallinität und elektrische Eigenschaften zu erreichen.
Kritische Maschinenspezifikationen und Auswahlkriterien
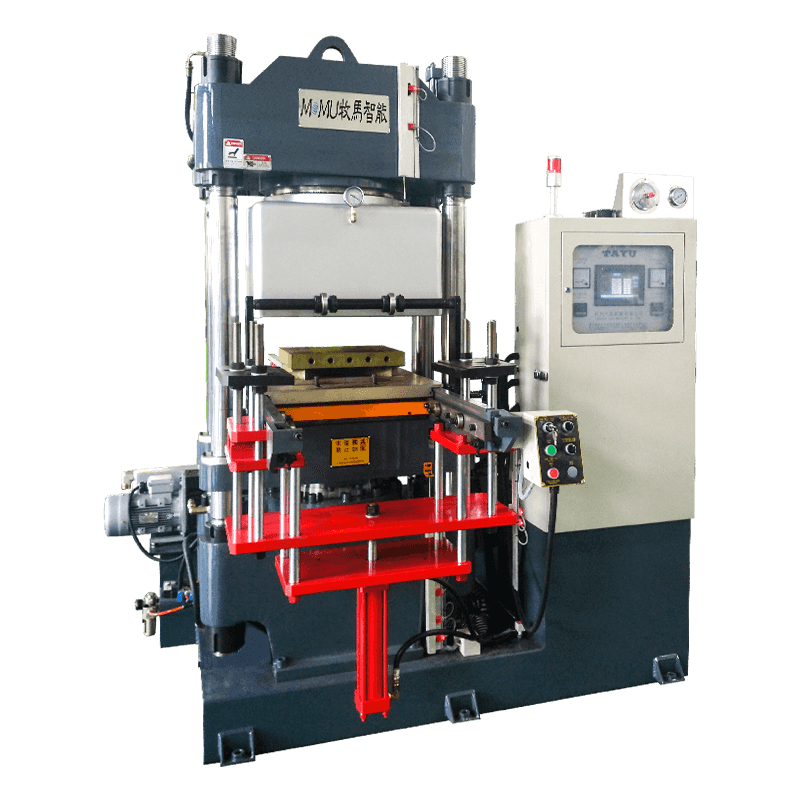
Die Auswahl der geeigneten Spritzgießmaschine für Isolatoren erfordert eine sorgfältige Prüfung mehrerer technischer Spezifikationen, die mit den Produktionsanforderungen und Produkteigenschaften übereinstimmen. Die Spannkraft stellt eine der grundlegendsten Spezifikationen dar und liegt typischerweise im Bereich von 50 bis 2000 Tonnen für die Isolatorproduktion. Dieser Parameter muss ausreichend sein, um dem Einspritzdruck entgegenzuwirken und eine Formtrennung zu verhindern, die zu Gratbildung und Maßungenauigkeiten führen würde. Die erforderliche Schließkraft hängt von der projizierten Fläche des Teils und dem Einspritzdruck ab, der zum Füllen komplexer Geometrien erforderlich ist.
Einspritzkapazität und Schussgröße bestimmen die maximale Materialmenge, die in einem einzigen Zyklus eingespritzt werden kann. Bei der Herstellung von Isolatoren muss diese Spezifikation nicht nur das Teilevolumen, sondern auch das Angusssystem und mögliche Abfälle berücksichtigen. Typischerweise werden Maschinen mit einer Schusskapazitätsauslastung von 40–70 % ausgewählt, um eine gleichmäßige Plastifizierung zu gewährleisten und eine Materialverschlechterung durch übermäßige Verweilzeit im Zylinder zu vermeiden.
Bei der Beurteilung der Maschinenspezifikationen sind folgende Faktoren wesentlich:
- Schneckendesign und L/D-Verhältnis entsprechend dem spezifischen Isoliermaterial, mit Spezialschnecken für duroplastische Verbindungen mit reduzierten Kompressionsverhältnissen und Rückschlagventilen, die für reaktive Materialien geeignet sind
- Temperaturkontrollzonen mit ausreichender Heiz- und Kühlkapazität zur Aufrechterhaltung präziser Wärmeprofile, besonders wichtig für Materialien mit engen Verarbeitungsfenstern
- Funktionen zur Steuerung der Einspritzgeschwindigkeit und des Drucks, die mehrstufige Einspritzprofile ermöglichen, um Strömungsmuster zu optimieren und interne Spannungen zu minimieren
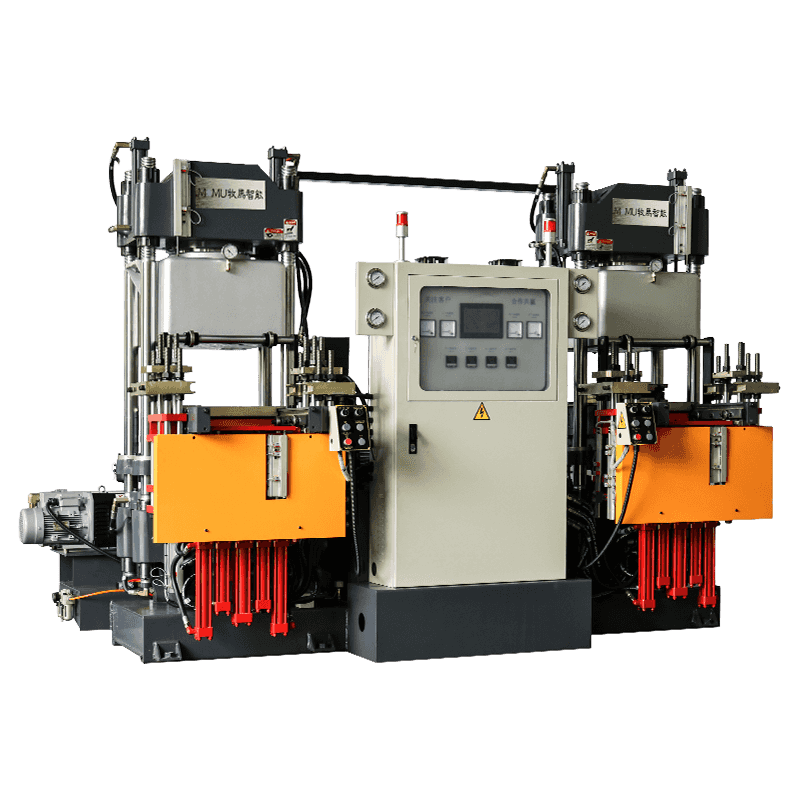
- Formtemperaturkontrollsysteme, die über große Formoberflächen konstante Temperaturen aufrechterhalten können, erfordern oft externe Temperaturkontrolleinheiten mit Heiz- und Kühlfunktionen
- Ausgefeiltes Steuerungssystem mit Datenprotokollierung, Prozessüberwachung und Integration der Qualitätskontrolle, um Rückverfolgbarkeit und konsistente Produktion sicherzustellen
Optimierung der Produktionsprozesse für Qualitätsisolatoren
Um eine gleichbleibende Qualität in der Isolatorproduktion zu erreichen, ist eine sorgfältige Optimierung der Parameter des Spritzgussprozesses erforderlich. Die Beziehung zwischen Verarbeitungsbedingungen und Endprodukteigenschaften ist komplex, da mehrere Variablen interagieren, um die elektrische Leistung, die mechanische Festigkeit und die Maßgenauigkeit zu beeinflussen. Das Temperaturmanagement ist vielleicht der kritischste Faktor, der die Fließeigenschaften des Materials, die Aushärtungsgeschwindigkeiten duroplastischer Materialien und das Kristallisationsverhalten thermoplastischer Kunststoffe beeinflusst.
Fasstemperaturprofile müssen sorgfältig auf der Grundlage des spezifischen zu verarbeitenden Materials erstellt werden. Bei Isolatoren auf Epoxidbasis werden die Temperaturen normalerweise zwischen 80 und 120 °C gehalten, um das Harz flüssig zu halten, ohne dass es vorzeitig aushärtet. Die Formtemperaturen für duroplastische Materialien liegen deutlich höher, oft bei 150–180 °C, um eine vollständige Aushärtung innerhalb akzeptabler Zykluszeiten zu ermöglichen. Diese erhöhten Formentemperaturen erfordern spezielle Heizsysteme und Isolierungen, um die thermische Stabilität und die Sicherheit des Bedieners aufrechtzuerhalten.

Optimierung von Einspritzgeschwindigkeit und Druck
Die Einspritzphase hat entscheidenden Einfluss auf die innere Struktur und Oberflächenqualität des Endprodukts. Hohe Einspritzgeschwindigkeiten können zu Strahlbildung, Fließmarken und übermäßiger Schererwärmung führen, was zu einer Verschlechterung des Polymers oder zur Bildung schwacher Grenzflächen führen kann. Umgekehrt kann eine zu langsame Injektion zu einer unvollständigen Füllung führen, insbesondere bei komplexen Geometrien mit dünnen Abschnitten oder langen Fließwegen. Mit mehrstufigen Einspritzprofilen können Hersteller diese konkurrierenden Anforderungen ausgleichen, indem sie höhere Geschwindigkeiten für die Massenbefüllung und dann langsamere Geschwindigkeiten verwenden, wenn sich die Form der Fertigstellung nähert.
Nachdruck und Haltezeit gewährleisten eine ausreichende Füllung des Formhohlraums, während das Material abkühlt und schrumpft. Bei Isolatoren ist eine ordnungsgemäße Verpackung von entscheidender Bedeutung, um Hohlräume zu minimieren und Maßtoleranzen einzuhalten. Der Haltedruck liegt typischerweise zwischen 40 und 70 % des maximalen Einspritzdrucks und wird beibehalten, bis sich der Anschnitt verfestigt. Dadurch wird ein Rückfluss verhindert und gleichzeitig die Volumenschrumpfung ausgeglichen.
Überlegungen zum Formdesign für elektrische Isolatoren
Die Form stellt eine entscheidende Komponente im Spritzgusssystem für Isolatoren dar und hat direkten Einfluss auf die Produktqualität, die Produktionseffizienz und die Herstellungskosten. Isolatorformen müssen unter sorgfältiger Berücksichtigung der elektrischen Anforderungen entworfen werden und Funktionen enthalten, die eine gleichmäßige Materialverteilung fördern, Spannungskonzentrationen minimieren und das vollständige Füllen komplexer Geometrien wie Schirme, Rippen und Montagehardwareschnittstellen erleichtern.
Das Design und die Position des Anschnitts wirken sich erheblich auf die Eigenschaften des Endprodukts aus. Bei Isolatoren werden Anschnitte normalerweise so positioniert, dass eine ausgewogene Füllung gewährleistet und Schweißnähte in Bereichen mit hoher Belastung minimiert werden. Bei großen Isolatoren können mehrere Anschnittsysteme eingesetzt werden, um den Einspritzdruck zu reduzieren und die Materialverteilung zu verbessern. Der Anschnitttyp – ob Rand-, U-Boot- oder Heißkanalanschnitt – muss auf der Grundlage der Materialeigenschaften, der Teilegeometrie und der ästhetischen Anforderungen ausgewählt werden.
Aufgrund der dielektrischen Anforderungen des Endprodukts ist die Entlüftung bei Isolierformen besonders wichtig. Durch eingeschlossene Luft können Hohlräume entstehen, die elektrische Belastungen konzentrieren und zu vorzeitigen Ausfällen führen. An den Strömungsendpunkten und um die Kernstifte herum müssen geeignete Entlüftungskanäle mit einer Tiefe von typischerweise 0,02 bis 0,05 mm eingebaut werden, die jedoch flach genug sein müssen, um Materialausbrüche zu verhindern.
Qualitätskontroll- und Teststandards
Die Qualitätssicherung bei der Herstellung von Isolatoren geht über die Dimensionsprüfung hinaus und umfasst auch elektrische Tests und die Validierung von Materialeigenschaften. Moderne Spritzgießbetriebe für Isolatoren verfügen über Inline-Überwachungssysteme, die kritische Prozessparameter in Echtzeit verfolgen, sofortiges Feedback zur Prozessstabilität geben und ein schnelles Eingreifen ermöglichen, wenn Abweichungen auftreten.
Zu den elektrischen Prüfprotokollen für geformte Isolatoren gehört in der Regel eine Durchschlagsfestigkeitsprüfung, mit der die Fähigkeit des Materials überprüft wird, bestimmten Spannungspegeln ohne Durchschlag standzuhalten. Diese Prüfung wird an Musterteilen jeder Produktionscharge mit kalibrierten Hochspannungsprüfgeräten durchgeführt. Zusätzliche elektrische Tests können Messungen des Oberflächen- und Volumenwiderstands, die Bewertung des Kriechstromwiderstands und Teilentladungstests für Hochspannungsanwendungen umfassen.
Durch die Prüfung mechanischer Eigenschaften wird sichergestellt, dass Isolatoren Installationsbelastungen und Betriebsbelastungen standhalten. Zu den gängigen Tests gehören Zugfestigkeits-, Biegefestigkeits- und Schlagfestigkeitsmessungen. Umwelttests simulieren Alterungseffekte durch beschleunigte Bewitterung, Temperaturwechsel und Einwirkung von Chemikalien oder UV-Strahlung und validieren so die langfristige Leistungszuverlässigkeit des Isolators.
Best Practices für Wartung und Betrieb
Um Isolatoren-Spritzgussmaschinen in optimalem Zustand zu halten, sind systematische vorbeugende Wartungsprogramme erforderlich, die sowohl mechanische als auch thermische Systeme berücksichtigen. Regelmäßige Inspektionen und Wartungen verhindern unerwartete Ausfallzeiten und sorgen für eine gleichbleibende Produktqualität. Hydrauliksysteme erfordern regelmäßige Ölwechsel, Filterwechsel und Drucktests, um eine reaktionsfähige Steuerung aufrechtzuerhalten und Verunreinigungen zu verhindern. Servoelektrische Maschinen erfordern eine regelmäßige Inspektion von Kugelumlaufspindeln, Linearführungen und elektrischen Komponenten, um Präzision und Zuverlässigkeit sicherzustellen.
Die Zylinder- und Schneckenbaugruppe erfordert besondere Aufmerksamkeit, da sie hohen Temperaturen und abrasiven Füllstoffen ausgesetzt ist, die in Isoliermassen üblich sind. Regelmäßige Inspektionen auf Verschleißmuster, ordnungsgemäße Spülverfahren zwischen Materialwechseln und der rechtzeitige Austausch verschlissener Komponenten verhindern Qualitätsprobleme und Materialverunreinigungen. Temperatursensoren und Heizelemente sollten regelmäßig kalibriert werden, um eine genaue Temperaturkontrolle zu gewährleisten.
Die Schulung der Bediener ist ein oft unterschätzter Aspekt einer erfolgreichen Isolatorenproduktion. Gut geschultes Personal kann Frühwarnzeichen für Prozessabweichungen erkennen, angemessen auf Qualitätsprobleme reagieren und Maschineneinstellungen für neue Produkte oder Materialien optimieren. Umfassende Schulungsprogramme sollten den Maschinenbetrieb, Sicherheitsprotokolle, Materialhandhabung, Qualitätskontrollverfahren und grundlegende Techniken zur Fehlerbehebung abdecken. Die Dokumentation von Prozessparametern, Wartungsaktivitäten und Qualitätsmetriken ermöglicht eine kontinuierliche Verbesserung und liefert wertvolle Daten für die Prozessoptimierung und Problemlösung.